Линия для производства сварной трубы TM50 представляет собой комплексную производственную систему, предназначенную для изготовления высококачественных сварных труб из металлической полосы (штрипса). Технологический процесс начинается с гидравлического двустороннего разматывателя, который обеспечивает равномерную подачу рулонного материала в линию. Конструкция разматывателя включает прочную станину, крестовину с лопастями для фиксации рулона и систему гидравлических приводов, обеспечивающих оптимальное натяжение материала.
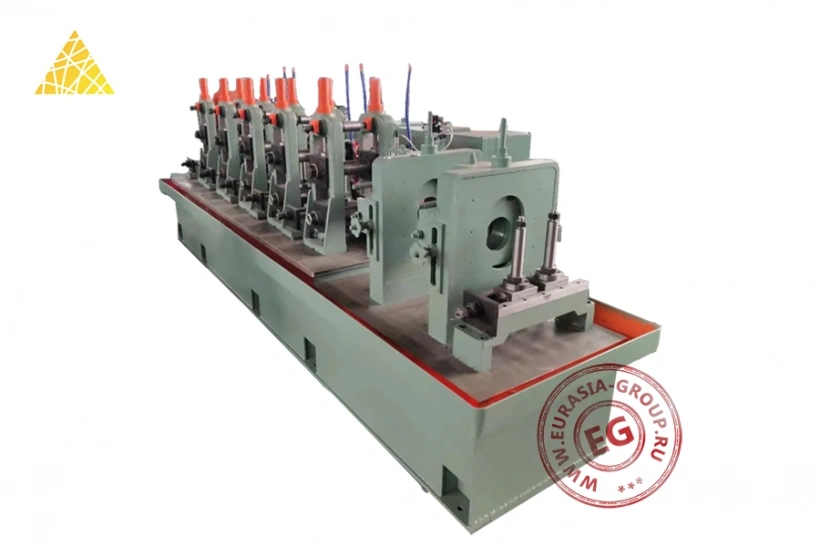
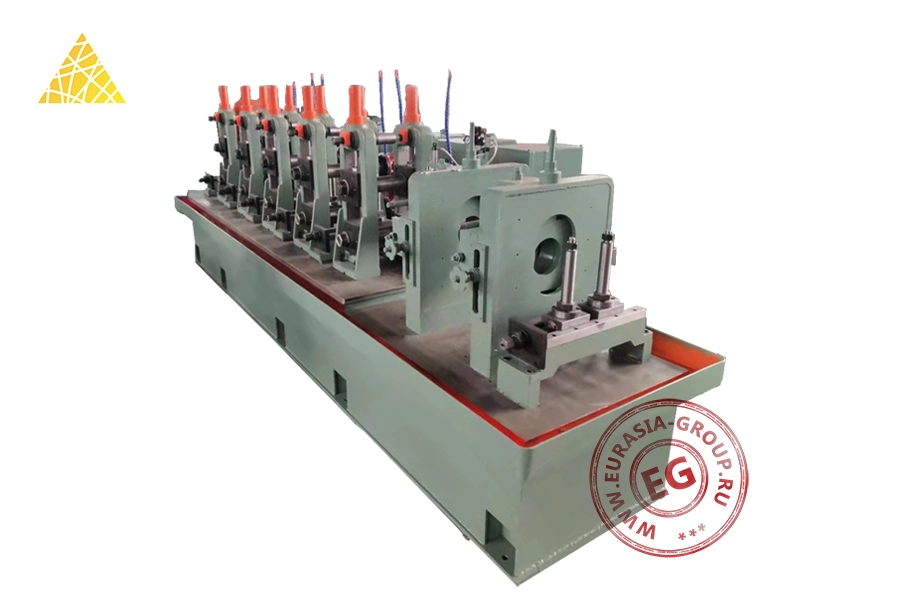
Далее материал поступает в горизонтальный накопитель штрипсов, служащий буферной зоной для непрерывности производственного процесса при смене рулонов. После накопителя лента проходит через правильную машину, где выравнивается и устраняются деформации, полученные при транспортировке и хранении. Центральным элементом линии TM50 является формовочная машина, состоящая из последовательно расположенных клетей с профилированными валками. Каждая клеть постепенно придает металлической полосе трубчатую форму, подготавливая ее к сварке. Формовочный стан характеризуется высокой жесткостью конструкции и точностью настройки. Сформированная заготовка поступает в сварочную секцию, где происходит соединение кромок методом высокочастотной сварки. После сварки труба проходит через секцию охлаждения, обеспечивающую оптимальный температурный режим для формирования качественного сварного шва.
Калибровочная машина выполняет финальную обработку трубы, придавая ей точные геометрические размеры и улучшая качество поверхности. Завершающим этапом производства является отрезка готовых труб на отрезной пиле, обеспечивающей высокую точность длины изделий. Система управления линией TM50 интегрирует работу всех модулей, обеспечивая синхронизацию скоростей и контроль технологических параметров. Конструктивные особенности оборудования включают прочные станины, прецизионные механизмы настройки и высоконадежные приводные системы.


| Модель | TM50 | |
| Размер продукции | Для круглых труб (мм) | 12 - 70 |
| Толщина стенки круглой трубы (мм) | 0,9 - 3,2 | |
| Длина трубы (м) | 4 - 6 | |
| Размер продукции | Для квадратной трубы (мм) | 10 х 30 - 40 х 60 |
| Толщина стенки квадратной трубы (мм) | 1 - 2 | |
| Длина трубы (м) | 4 - 6 | |
| Производительность (м/мин) | 2 - 80 | |
| Вес (кг) | 36000 | |
| Максимальный вес бухты (кг) | 3500 |
| Ширина катушки (мм) | 40 ~ 200 |
| Наружный диаметр катушки (мм) | 1200 ~ 1800 |
| Материал стали | Q195, Q235 углеродистая сталь |
| Внутренний диаметр катушки (мм) | 450 ~ 550 |
| Мощность двигателя (кВт) | 18,5 |
| Наружный диаметр (мм) | 4500 |
| Прижимные валы (шт.) | 2 | |
| Правильные валы (механический прижим) | Нижние (шт.) | 2 |
| Верхние (шт.) | 3 | |
| Материал валов | 42CrMo | |
| Количество горизонтальных клетей | 7 (диаметр 60 мм) |
| Количество вертикальных клетей | 7 (диаметр 40 мм) |
| Материал валов | 40Cr |
| Мощность главного двигателя (кВт x шт.) | 90 х 2 |
| Скорость сварки (м/мин) | 2 - 80 |
| Мощность (кВт) | 250 |
| Служит для удержания трубы в положении для сварки и придания формы трубе. Устранение внутренних и внешних заусенцев, выравнивание шва | |
| Метод охлаждения трубы | Распыление |
| Источник | Резервуар с жидкостью |
| Калибровочная машина | Используется для придания изготавливаемым трубам необходимой формы и размера |
| Максимальный диаметр резки (мм) | 70 |
| Толщина (мм) | 3 |
| Скорость резки (м/мин) | 80 |
| Погрешность резки | На 8 метров +-2 мм |
| Длина отреза (м) | 4 - 8 |
| Приводной двигатель | Yaskawa (Япония) |
| Мощность приводного двигателя (кВт) | 11 (Yaskawa – Япония) |
| Мощность двигателя резки (кВт) | 15 (Siemens) |
|
Управление |
Yaskawa Electric (Япония) |
|
Метод зажима |
Гидравлический |
|
Режущее полотно (мм) |
Ф450, быстрорежущая сталь |

















{kind=link}
{kind=link}






































Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.