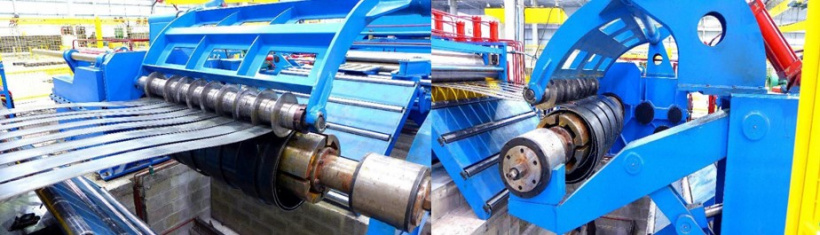
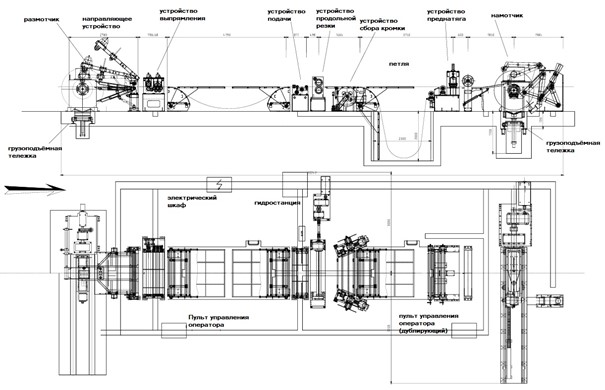
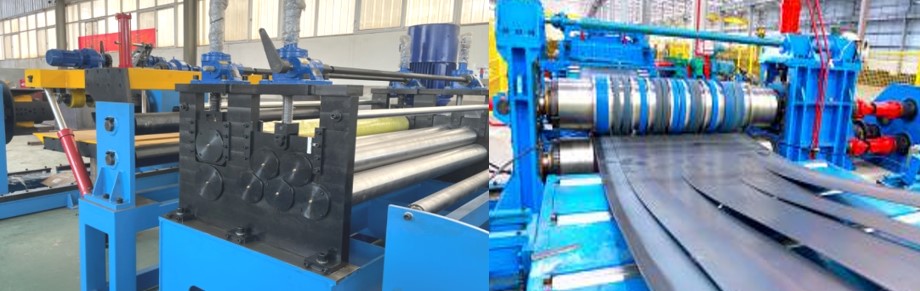
Линия для продольно-поперечной резки рулонной стали BUS1-1300 представляет собой комплексное оборудование для обработки металлических лент с последующим формированием полос заданной ширины и длины. Конструкция линии включает массивную станину с последовательно расположенными узлами обработки. Основными функциональными элементами выступают дисковые ножи, расположенные на валах, и прижимные механизмы, обеспечивающие точную подачу и позиционирование металлической ленты. Система оснащена многоступенчатым приводом с гидравлическими цилиндрами.
Процесс обработки на линии BUS1-1300 реализуется в две основные стадии – продольная резка металлической ленты на полосы требуемой ширины и последующая поперечная резка для получения заготовок определенной длины. Технология комбинированной резки обеспечивает высокую производительность и эффективность использования исходного материала при изготовлении стандартных элементов.
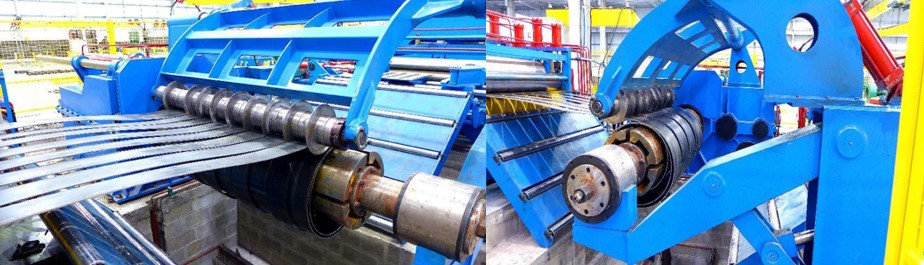
Линия характеризуется горизонтальной компоновкой с расположением режущих инструментов в центральной части и подающих механизмов по периферии. Режущий блок оснащен дисковыми ножами, установленными на валах с возможностью регулировки межосевого расстояния. Рабочие узлы оборудованы направляющими элементами для стабилизации положения обрабатываемой ленты в процессе резки. Система валов с дисковыми ножами гарантирует ровную кромку реза без деформации материала. Прецизионные механизмы регулировки положения ножей позволяют настраивать оборудование под различные типы стали и толщины листа. Система подачи материала с плавной регулировкой скорости минимизирует риск повреждения обрабатываемой ленты.


| PLC, сенсорные экраны | Mitsubishi |
| Сенсорный экран | Weinviev |
| Электрические компоненты низкого напряжения | Schneider |
| Язык программного обеспечения | Английский/китайский/русский |
| Суммарная мощность линии (кВт) | 100,0 |
| Необходимое кол-во операторов (чел.) | 2 |
| Обрабатываемая толщина рулонной стали (мм) | 0,4–1,0 |
| Обрабатываемая ширина рулонной стали (мм) | До 1 300 |
| Производительность (м/мин) | До 40 (регулируется) |
| Минимальная ширина продольной резки (мм) | 32 |
| Погрешность резки (мм) | ≤±0,1 |
| Предел текучести обрабатываемой стали (МПа) | 350 |
| Количество нарезаемых полос (максимально) (шт.) | 12 |
| Температура окружающей среды (℃) | -10~40 |
| Электропитание (В/Гц/ф) | 380±10%/50/3 |
| Необходимое давление сжатого воздуха (МПа) | 0,6–1,2 |
| Общий расход сжатого воздуха (л/мин) | 300 |
| Габаритные размеры (размещение) (мм) | 21 000 х 6 000 х 2 200 |
| Грузоподъемность (кг) | 15 000 |
| Мощность приводного двигателя (кВт) | 2,2 |
| Грузоподъемность (кг) | 15 000 |
| Внутренний диаметр загружаемого рулона (мм) | 610–640 |
| Максимальная ширина загружаемого рулона (мм) | 1 300 |
| Максимальный наружный диаметр загружаемого рулона (мм) | 1 500 |
| Мощность приводного двигателя (кВт) | 3,0 |
| Осуществление торможения | Пневматический привод |
| Максимальная ширина подачи (мм) | 1 300 |
| Количество подающих роликов (шт.) | 2 |
| Количество выпрямляющих роликов (шт.) | 5 |
| Диаметр выпрямляющих роликов (мм) | 125 |
| Твердость выпрямляющих роликов | HRC58-61 |
| Мощность секции (кВт) | 22 |
| Материал осей продольной резки | Сталь 40 Cr закаленная |
| Твердость осей продольной резки | HRC52-57 |
| Диаметр осей продольной резки (мм) | 220 |
| Ширина подачи (мм) | 1 300 |
| Материал режущих ножей | Cr12MoV |
| Твердость режущих ножей | HRC52-55 |
| Количество режущих дисковых ножей (шт.) | 11 (можно изменять кол-во) |
| Максимальное кол-во нарезаемых полос (шт.) | 12 |
| Минимальная ширина производимой полосы (мм) | 32 |
| Мощность приводного двигателя (кВт) | 37,0 |
| Грузоподъемность (кг) | 15 000 |
| Внутренний диаметр производимого рулона (мм) | 508 |
| Внешний диаметр производимого рулона (мм) | До 1 300 |
| Мощность (кВт) | 4,5 |













{kind=link}
{kind=link}
{kind=link}
{kind=link}






Наши партнеры по доставке












Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.
Наши партнеры по лизингу