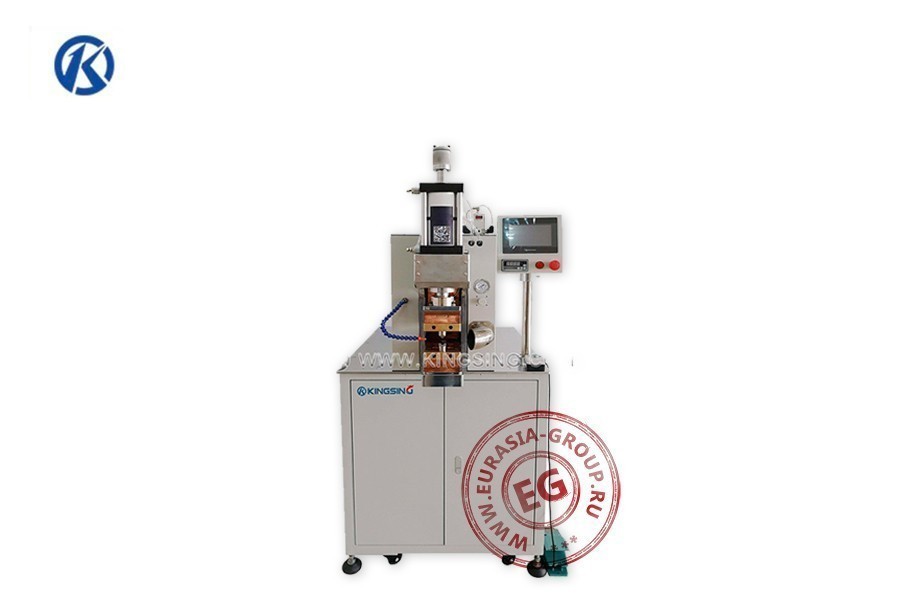
Станок для горячего обжима KS-U3 – это программируемый полуавтоматический электропневматический обжимной пресс, который используется, в основном, производителями электродвигателей с 2011 года. Растущим рынком для горячего обжима является возобновляемая энергия, где часто генерируются высокие электрические токи (ветряные мельницы, водяные турбины и фотоэлектрические установки).
Это относительно новая, но очень полезная технология, которая устраняет необходимость в экологически небезопасной операции предварительной очистки от эмалевого покрытия с концов магнитных проводов перед их обжатием на медных кольцевых клеммах или гильзах, и выполняется с помощью химикатов. Горячий обжим может соединять стандартные магнитные провода, высокочастотный магнитный провод (для частот выше 10 килогерц) и неизолированные медные провода. Горячий обжим может сваривать отдельные магнитные провода толщиной до 30 AWG (0,05 мм2)
Горячий обжим аналогичен процессу контактной сварки, и основан на тепле, создаваемом электрическим сопротивлением свариваемого материала, и силе, используемой для скрепления материалов во время сварки. Он производит электрические соединения с очень высокой проводимостью и почти нулевым контактным сопротивлением. Соединение горячего обжатия обладает очень высокой прочностью на растяжение и не ослабевает со временем из-за вибрации или температуры, поскольку оно представляет собой один цельный кусок металла. Нагревание приводит к отжигу металла, и механическое напряжение в соединении ослабляется, что сводит к минимуму нагрузки на медь в проводе и клемме после процесса соединения.
Рабочий использует обжимной пресс KS-U3 для помещения пучка проволоки, вставленного в гильзу клеммы, между электродами, после чего активизирует цикл сварки. В течение миллисекунд сварочные головки выделяют достаточный ток для создания температуры около 700° C на клемме. Эта температура достаточно высокая, чтобы испарить изоляцию и приварить концы проводов пучка друг к другу и к клемме. Вытяжка дыма удаляет пары. После завершения сварки начинается двухступенчатое охлаждение терминала. В течение нескольких секунд терминал охлаждается примерно до 100° C, а через несколько секунд до 50° C, и может быть удален из машины вручную. Устраняя этап зачистки, горячий обжим позволяет повысить производительность.
При обычном «холодном» обжиме соединение с клеммой или кабельной колодкой осуществляется только с помощью механического зажимного усилия. Иногда это приводит к ухудшению контакта из-за релаксации напряжения или к коррозии полости. Горячий обжим не имеет таких проблем.
Оборудование для горячего обжима KS-U3 оснащается программируемым логическим контроллером и операционным блоком с цветным сенсорным экраном. Цикл активируется с помощью ножной педали замыкания контактов.




| Модель | KS-2300S |
| Сечение провода (мм²) | 75 |
| Диаметр электрода (мм) | 8 - 25 |
| Усилие обжима (т) | 1 |
| Температура сварки (°) | 600 |
| Рабочая влажность (%) | 0 - 25 |
| Напряжение (В) / Частота (Гц) | 380/50 - 60 |
| Номинальная мощность (кВА) | 75 |
| Давление воздуха (мПа) | 0,6 - 0,7 |
| Расход воздуха (л/мин) | 5 |
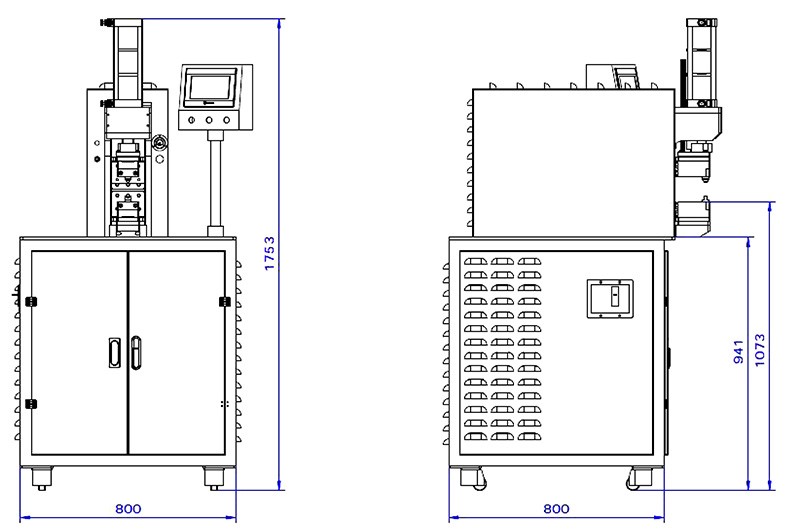
| Габаритные размеры (мм) | 800 x 800 x 1753 |



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






Наши партнеры по доставке












Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.
Наши партнеры по лизингу