Каталог
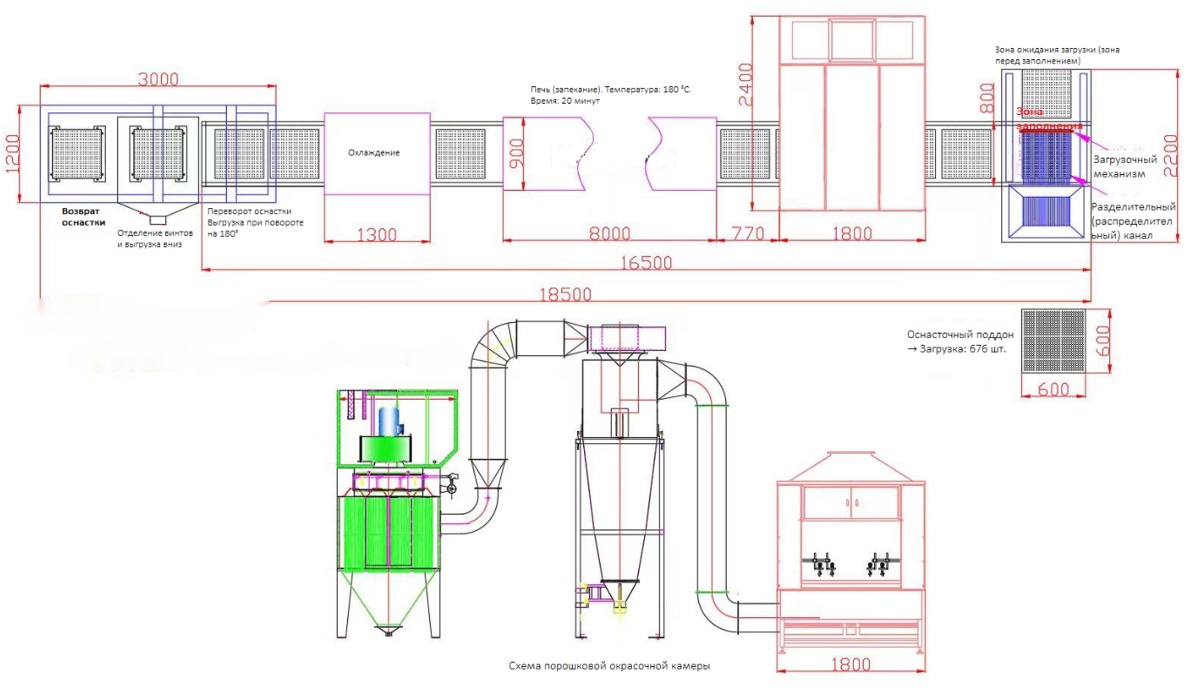
Автоматическая линия для покраски метизов PAINT-WRM-A1






Основные характеристики
| Рабочее изделие | Винты |
| Материал изделия | Металл |
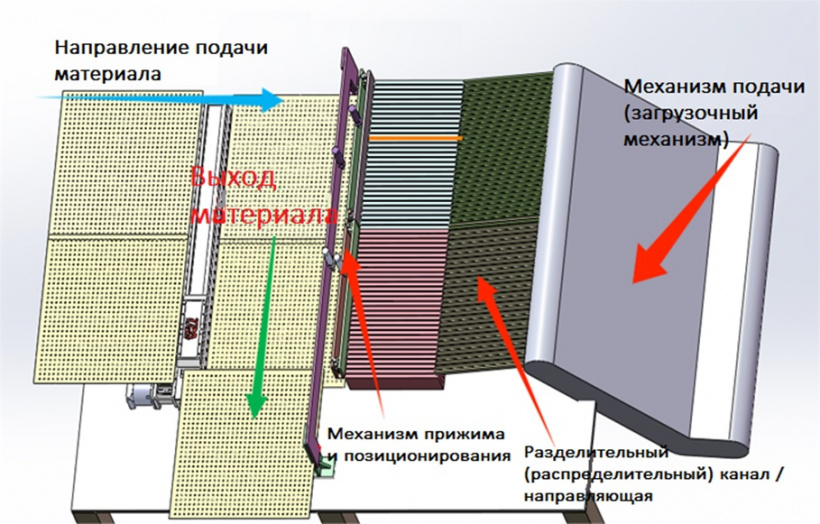
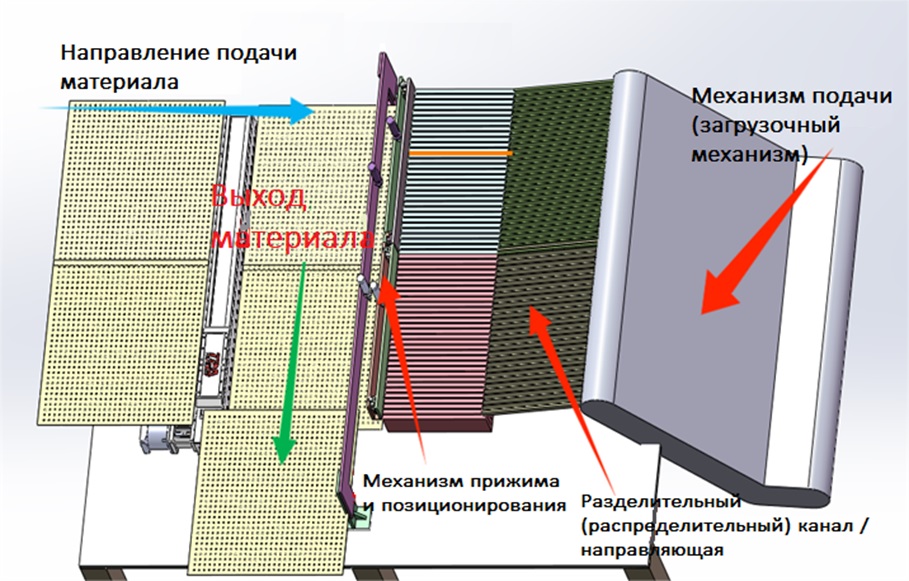
| Уровень автоматизации | Ручная засыпка в бункер, автоматическая подача, автоматическое позиционирование, автоматическая загрузка, автоматический контроль |
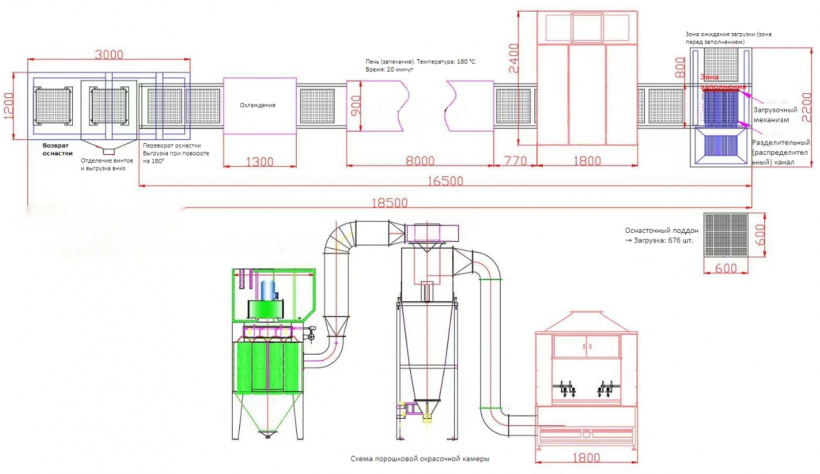
| Максимальный размер изделия (лоток) (мм) | 600 x 600 |
| Количество изделий на лотке (шт) | 676 |
| Диаметр винта (применимый диапазон) (мм) | 13-14 (или иные по запросу) |
| Длина винта (применимый диапазон) (мм) | 25-75 (или иные по запросу) |
| Максимальный вес изделий на лотке (кг) | 10 |
| Производительность (шт/мин) | 400 |
| Производительность (шт/ч) | 24 000 |
| Способ распыления | Двойная ось, одностороннее автоматическое распыление |
| Мощность сушки (печи) (кВт) | 30 (электронагрев) |
| Структура покрытия | Однослойное распылительное покрытие |
| Толщина покрытия (мкм) | 10-30 |
| Способ транспортировки изделий | Плоский конвейер, непрерывная подача |
| Тип подачи | Подача в печь |
| Скорость производственной линии (м/мин) | 0,4 (регулируемая 0,1-1) |
| Источник нагрева | Электрический |
| Напряжение (В) / Частота (Гц) | 380, 3 фазы / 50 |
| Промышленная вода (кг/см²) | 1 |
| Давление промышленной воды (МПа) | 0,2-0,3 |
| Сжатый воздух (давление) (кг/см²) | 6-8 |
Автоматическая порошковая камера с большим циклоном и двухступенчатой системой рекуперации порошка
| Тип | Большой циклон + высокоточный вторичный фильтрующий возврат |
| Габаритные размеры (ШxГxВ, мм) | 1800 x 2400 x 2400 |
| Материал | Нержавеющая сталь 201 |
| Обшивка | Дно: нержевеющая сталь 1,5 мм; верх и боковины: нерж. сталь 1,2 мм |
| Каркас основания | 40 x 40 x 1,2 мм, нержевеющая сталь 201 |
| Двери | Односторонняя раздвижная дверь из закалённого стекла; боковая ручная дверь для обслуживания |
| Форма днища | Наклонная воронкообразная, четырёхсторонний сход порошка |
| Освещение | Взрывозащищённое, внутри кабины |
| Способ вытяжки | Задняя вытяжка |
| Способ рекуперации | Большой циклон + высокоточный вторичный фильтр |
| Большой циклон | Ø1000 мм x 1 шт., коэффициент возврата 95 % |
| Вторичная рекуперация | Фильтры Ø320 x 900 мм, 9 шт., без внешнего вытяжного канала |
| Очистка фильтров | Внутренняя обратная продувка, нержавеющие вращающиеся лопасти |
| Вытяжной вентилятор | Специальный вентилятор для порошковой кабины, 7,5 кВт x 1 |
| Установка вентилятора | Отдельное изолированное помещение, шумоизоляция для снижения шума |
Автоматическая одновальная двухпистолетная возвратно-поступательная линия порошкового напыления
| Производственный процесс | Винты засыпаются в бункер загрузочного устройства → автоматическая подача → возвратно-поступательный механизм с распылительными пистолетами выполняет напыление на изделие → напыление → поверхностная сушка → автоматическое разделение поддона и изделия с переворотом → возврат поддона |
| Тип распыления | Автоматическое электростатическое порошковое напыление |
| Количество распылительных пистолетов | 2 шт., 1 комплект |
| Тип пистолетов | Высокоточные автоматические порошковые распылительные пистолеты |
| Крепление пистолетов | Механическая регулировка вручную: вверх/вниз, влево/вправо, вперёд/назад, качание |
| Регулировка давления пистолетов | Регулировка давления через пневмоклапан, контроль ширины факела и степени распыления |
| Электромагнитные клапаны | 2 комплекта, используются совместно с пистолетами и возвратно-поступательным механизмом |
| Регулировка параметров напыления | Регулируются время возвратно-поступательного движения, количество проходов и скорость напыления |
| Тип возвратно-поступательного механизма | Возвратно-поступательный механизм по оси X |
| Количество механизмов X-оси (комплект) | 1 комплект |
| Размер обрабатываемого поддона (мм) | 600 x 600 |
| Линейная скорость (м/мин) | 0,4 |
| Привод X-оси | Высокоточный электрический линейный модуль |
| Серводвигатель X-оси | 1000 Вт высокоскоростной сервомотор с соответствующим драйвером |
| Эффективный ход напыления по X (мм) | 1200 |
| Базовая точка | Линейный модуль оснащён датчиком нулевой точки, положение напыления регулируемое |
| Конструкция рамы | Рама сварена из нержавеющих профильных труб и гнутых листов нержавеющей стали |
| Место установки рамы | Устанавливается внутри порошковой камеры |
| Обработка поверхности рамы | Полная сварка, шлифовка, полировка и окраска |
| Система подачи воздуха | Встроенный малый ресивер |
| Главный вход воздуха | Фильтр-регулятор давления с манометром |
| Управление пистолетами | 2 независимые ветки, индивидуальное включение/выключение пистолетов |
| Пневматические трубки (мм) | 8 x 12/5 x 8/4 x 6 |
| Пневматическая арматура | Шаровые краны и соединительные фитинги |
| Тип электрического управления | Автоматическое управление через PLC с человеко-машинным интерфейсом |
| Датчики | Высокоточные качественные датчики |
| Электрические компоненты | Импортные, тайваньские или высококачественные изделия по национальным стандартам |
| Настраиваемые параметры | Ход, скорость, шаги, расстояния и другие параметры |
| Расположение электроуправления | Установлено слева от порошковой камеры, интегрированное исполнение |
Нержавеющая двухцепная конвейерная линия (окраска)
| Тип конструкции | Полностью нержавеющая, двухрядная цепная |
| Назначение | Транспортировка поддонов с изделиями в линии порошкового напыления |
| Габариты линии (мм) | 3500 x 1200 x 850 |
| Материал рамы | Нерж. сталь 201 |
| Размер профиля рамы (мм) | 50 x 50/50 x 100 |
| Толщина обшивки (мм) | 1,2 |
| Регулировка по высоте | M12 x 100 |
| Мощность мотор-редуктора | 1 HP |
| Скорость конвейера | 0.1–1 м/мин |
Туннельная печь запекания (двухцепная, двухподдонная)
| Материал каркаса | Полностью нержавеющая сталь |
| Конструкция каркаса (мм) | Профильная нержавеющая труба 50 x 100 и 50 x 50 |
| Внешняя обшивка транспортной зоны | Нержавеющая сталь 201, толщина 1,0 мм |
| Обработка поверхности | Полная сварка, шлифовка, полировка |
| Габариты линии (мм) | 18500 x 1900 x 850 |
| Длина печи (мм) | 8000 |
| Ширина печи (мм) | 1200 |
| Внутренняя ширина (мм) | 1000 |
| Внутренняя высота (мм) | 700 |
| Толщина теплоизоляции стен (мм) | Каменная вата толщиной 100 |
| Толщина теплоизоляции дна (мм) | Каменная вата толщиной 50 |
| Мощность нагрева (кВт) | 30 |
| Мощность циркуляционного вентилятора (кВт) | 1,5 |
| Воздуховоды | Несколько регулируемых выходов воздуха |
| Материал воздуховодов (мм) | Оцинкованный лист толщиной 1,2 |
| Теплоизоляция внешних воздуховодов (мм) | 100 |
| Зазор между цепью и печью (мм) | 50 |
| Мощность мотор-редуктора (л.с.) | 2 |
| Скорость конвейера (м/мин) | 0,1–1 |
| Тип транспортировки | Четырёхцепная система |
| Распределение цепей | Две цепи на один поддон |
| Общее количество цепей (цепи) | 4 цепи |
| Тип соединения цепей | Звёздочное (цепное) сопряжение |
Автоматическое охлаждающее устройство
| Тип устройства | Охлаждающий узел |
| Кондиционирование воздуха (кВт) | 1 комплект, экологический кондиционер мощностью 1,5 |
| Фильтрация воздуха | Высокоэффективное фильтрующее устройство |
| Вытяжка и удаление газов | В нижней части шкафа установлено вытяжное устройство |
| Отвод воздуха | Внешний вытяжной вентилятор, выброс воздуха наружу |
| Примечание по вентиляции | Вытяжные воздуховоды и вентилятор обеспечиваются заказчиком |
| Зона охлаждения — габариты (Д x Ш x В, мм) | 1200 x 1300 x 1000 |
| Материал каркаса | Нержавеющая сталь 201 |
| Профиль каркаса (мм) | Квадратная труба 50 x 50 |
| Способ изготовления | Сварная конструкция |
| Обшивка зоны распыления (мм) | Нержавеющая сталь 201, толщина 1,2 мм |
| Обработка поверхности | Полная сварка, шлифовка, полировка |
| Зона охлаждения — габариты (Д x Ш x В, мм) | 1200 x 1300 x 1000 |
| Материал каркаса | Нержавеющая сталь 201 |
| Профиль каркаса (мм) | Квадратная труба 50x50 |
| Способ изготовления | Сварная конструкция |
3-осевой автоматический механизм переворота и разделения поддонов
| Конструкция рамы | Устанавливается и фиксируется в зоне выгрузки на конце конвейера печи |
| Материал рамы | Нержавеющая сталь, профиль 100 x 100 мм |
| Способ установки | Интегрирован в единый узел с оборудованием напыления |
| Механизм продольного перемещения (вперёд/назад) | 2 комплекта высокоскоростных линейных направляющих с зубчатым ремнём |
| Эффективный ход продольного перемещения (мм) | 2000 |
| Привод продольного перемещения | 1 комплект серводвигателя с редуктором |
| Мощность серводвигателя продольного перемещения (Вт) | 1000 |
| Регулировка скорости и позиции (вперёд/назад) | Регулируемая |
| Механизм вертикального перемещения (вверх/вниз) | 1 комплект высокоскоростной винтовой линейной направляющей |
| Эффективный ход вертикального перемещения (мм) | 600 |
| Серводвигатель вертикального перемещения | 1 комплект, с тормозом |
| Захват поддонов | Одновременно захватывается 1 поддон |
| Привод вертикального перемещения | Независимый серводвигатель 750 Вт с драйвером |
| Регулировка скорости и позиции (вверх/вниз) | Регулируемая |
| Серводвигатель механизма переворота | Независимый серводвигатель 600 Вт с редуктором |
| Управление переворотом | Передний и задний переворот управляются независимо |
| Система переворота | Отдельное управление от вертикального механизма |
| Захватный механизм | 2 комплекта пневматических захватов |
| Синхронизация с линией | Работает совместно с нагревательной и конвейерной линией |
| Количество поддонов за один цикл (поддон) | 1 |
| Функция переворота | Один захват — один переворот |
| Система управления | PLC с человеко-машинным интерфейсом (HMI) |
| Тип управления | Полностью автоматическое |
| Датчики | Высокоточные качественные датчики |
| Электрические компоненты | Импортные или тайваньские, соответствующие национальным стандартам |
| Настраиваемые параметры | Ход, скорость, количество шагов, расстояние |
| Расположение электрошкафа | С левой стороны камеры напыления, интегрированная конструкция |
| Удобство эксплуатации | Повышенная эргономика, простота и практичность |
| Компоновка электрошкафа | Рациональная, аккуратная, с чёткой трассировкой кабелей |


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Шефмонтажные и пусконаладочные работы
При поставке данного оборудования возможен шеф-монтаж нашими инженерами.
Шефмонтажные работы являются одним из важных этапов при создании нового производства, позволяя правильно ввести в эксплуатацию оборудование, сохранив его работоспособность и надежность, исключить сбои и брак во время эксплуатации.
Этапы шефмонтажных работ
0
Осмотр производственной площадки
1
Монтаж оборудование на постоянное место
2
Проверка работоспособности всех узлов и агрегатов
3
Настройка оборудования
4
Изготовление пробной партии продукции
5
Инструктаж и практическое обучение персонала
6
Передача оборудования в производственный цикл

Запчасти для порошково-покрасочного оборудования
Программа по обеспечению запасными частями и расходными материалами позволяет обслуживать клиентов на высоком уровне. Постоянное изучение потребностей наших заказчиков дает возможность прогнозировать потребности клиентов и вовремя пополнять складские запасы наиболее востребованным ассортиментом. А в случае отсутствия необходимой запчасти на нашем складе ее всегда можно заказать на заводе-производителе.
Доставка
Доставка осуществляется во все города РФ и стран ЕврАзЭС. Мы организуем доставку любым удобным видом транспорта.

Перед передачей в перевозку все грузы проходят проверку на складе и составляется фотоотчет.

На все грузы наносится маркировка.

Собственный парк автотранспорта.

Собственный парк контейнеров.
































Лизинг
Лизинг - это финансовый инструмент, позволяющий предприятию получить в пользование технику или оборудование, не отвлекая денежных средств из оборота компании.
Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.