
Горизонтальный токарный обрабатывающий центр TCX4580×4000 представляет собой высокопроизводительную установку для токарной обработки деталей из различных металлов. Центр входит в линейку оборудования серии TCX, включающую модели TCX4563×750, TCX4580×4000, TCX4563×1500, TCX4563×1000. Конструкция оборудования базируется на жесткой станине из высококачественного чугуна с термической обработкой, обеспечивающей стабильность геометрических параметров при длительной эксплуатации. Станина имеет наклонную конфигурацию для оптимального отвода стружки и улучшенного доступа к рабочей зоне.
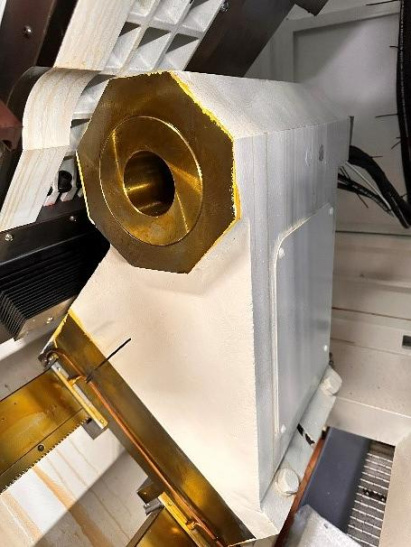
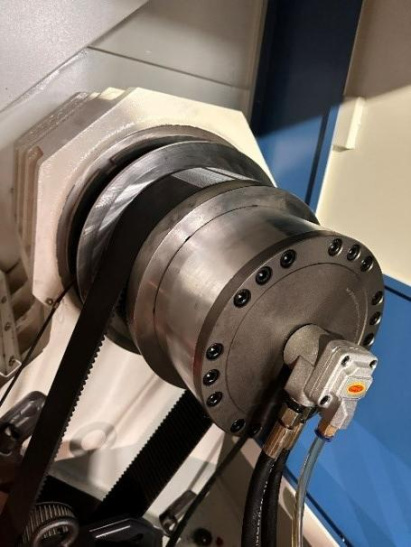
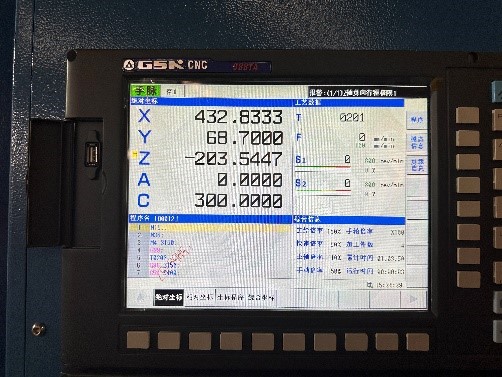
Основой центра выступает шпиндельный узел с повышенной жесткостью, установленный на прецизионных подшипниках, обеспечивающих высокую точность вращения шпинделя. Револьверная головка монтируется на суппорте, перемещающемся по роликовым направляющим. Данная конструкция обеспечивает точное позиционирование инструмента относительно обрабатываемой детали. Система ЧПУ интегрирована в корпус станка, содержит интуитивно понятный интерфейс с цифровой панелью управления. Электронные компоненты размещены в специальном отсеке с защитой от пыли и кондиционером для поддержания оптимального температурного режима.
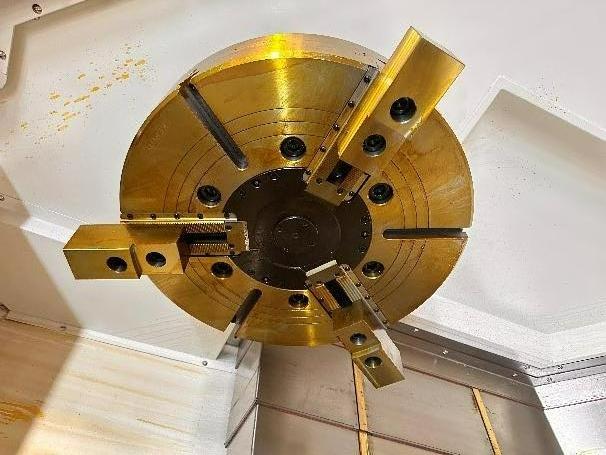
В рабочей зоне TCX4580×4000 установлен мощный зажимной патрон для надежной фиксации заготовок разного диаметра. Центр оснащен системой подачи СОЖ в зону резания, повышая эффективность процесса обработки и увеличивая срок службы режущего инструмента. Конструкция предусматривает защитные кожухи и экраны, минимизирующие разбрызгивание СОЖ и выброс стружки. Доступ к рабочей зоне осуществляется через раздвижные дверцы с прозрачными вставками для визуального контроля процесса обработки.








| Модель | TCX4580 |
| Тип станины | Наклонная (45°) литая из чугуна |
| Максимальный диаметр устанавливаемой заготовки (мм) | 800 |
| Максимальный диаметр обработки над станиной (мм) | 630 |
| Максимальный диаметр обработки над суппортом (мм) | 510 |
| Максимальный диаметр обработки прута (мм) | 92 |
| Эффективная длина обработки (мм) | 4000 |
| Ход по оси X/Z (мм) | 430/4000 |
| Скорость быстрого хода по оси X/Z (мм/мин) | 18 000 / 18 000 |
| Тип и максимальная мощность двигателя по оси X/Z (кВт) | Серводвигатель Fanuc, 3 |
| Тип и максимальный крутящий момент привода по оси X / Z (Н⋅м) | Привод через эластичную муфту, 22 |
| Типоразмер и класс точности ШВП по оси X/Z | HIWIN 4010 (C3)/HIWIN 8016 (C3) |
| Тип и размер направляющих по оси X/Z (мм) | Роликовые направляющие HIWIN 55 |
| Максимальная скорость вращения шпинделя (об/мин) | 1500 |
| Тип и максимальная мощность двигателя шпинделя (кВт) | Серводвигатель Fanuc, 22 |
| Тип и максимальный крутящий момент привода шпинделя (Нм) | Привод через редуктор BF, 1 144 |
| Диаметр отверстия шпинделя (мм) | 105 |
| Конус шпинделя | 1:20 |
| Фланец шпинделя | A2-11 |
| Тип и размер патрона | Гидравлический 3-кулачковый, 15″ |
| Тип инструментальной головки | 12-позиционная сервогидравлическая |
| Размер хвостовика инструмента (мм) | BMT65, ER40, 25×25, Ø40 |
| Максимальная скорость вращения приводного инструмента (об/мин) | 3000 |
| Ход по оси Y (мм) | ±75 |
| Конус и диаметр пиноли задней бабки (мм) | MT6, 160 |
| Ход пиноли задней бабки (мм) | 200 (гидравлический) |
| Точность позиционирования по оси X/Z (мм) | 0,010 |
| Точность повторного позиционирования по оси X/Z (мм) | 0,008 |
| Точность индексации по оси С | 20″ |
| Система ЧПУ | Fanuc 0i-TF (5) с Manual Guide |
| Вспомогательные системы | Программируема задняя бабка, программируемый гидравлический люнет, система удаления стружки, маховик ручного хода по осям X/Z, теплообменник электрошкафа, система подачи СОЖ, централизованная система смазки, освещение зоны обработки, сигнальная лампа для оператора |
| Напряжение (В) / Частота (Гц) | 380/50 |
| Габаритные размеры (мм) | 9500 х 2300 х 2550 |
| Вес (кг) | 16 000 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






































Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.