
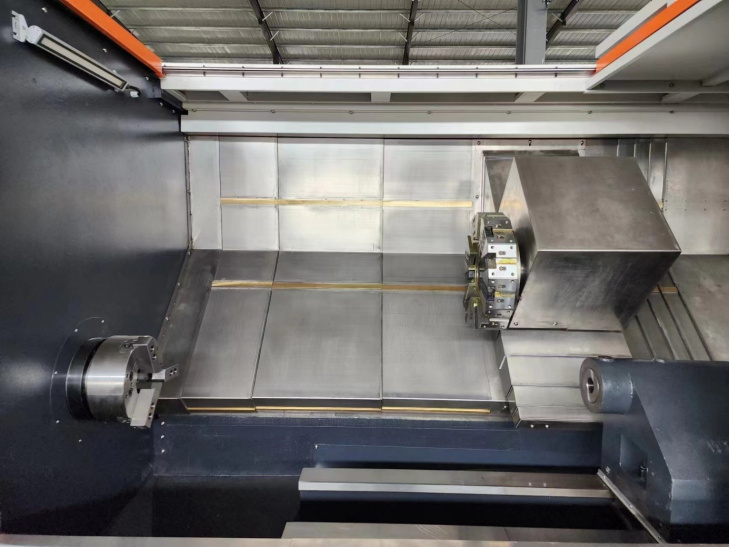
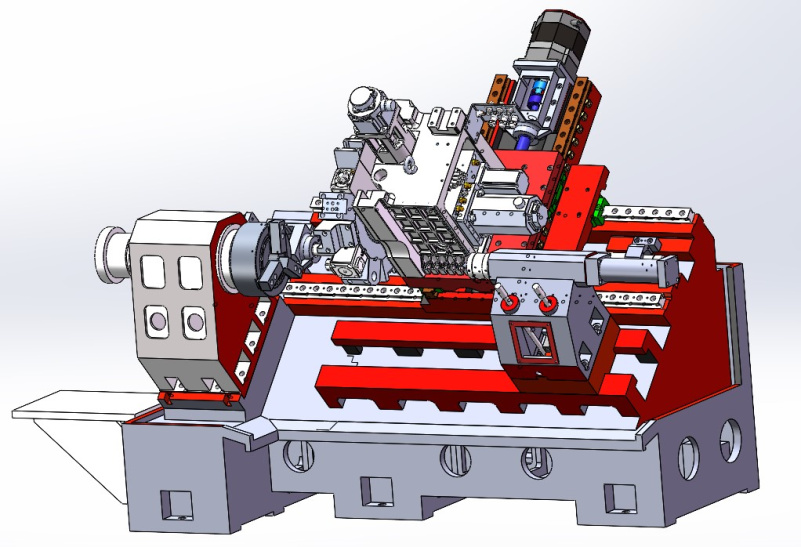
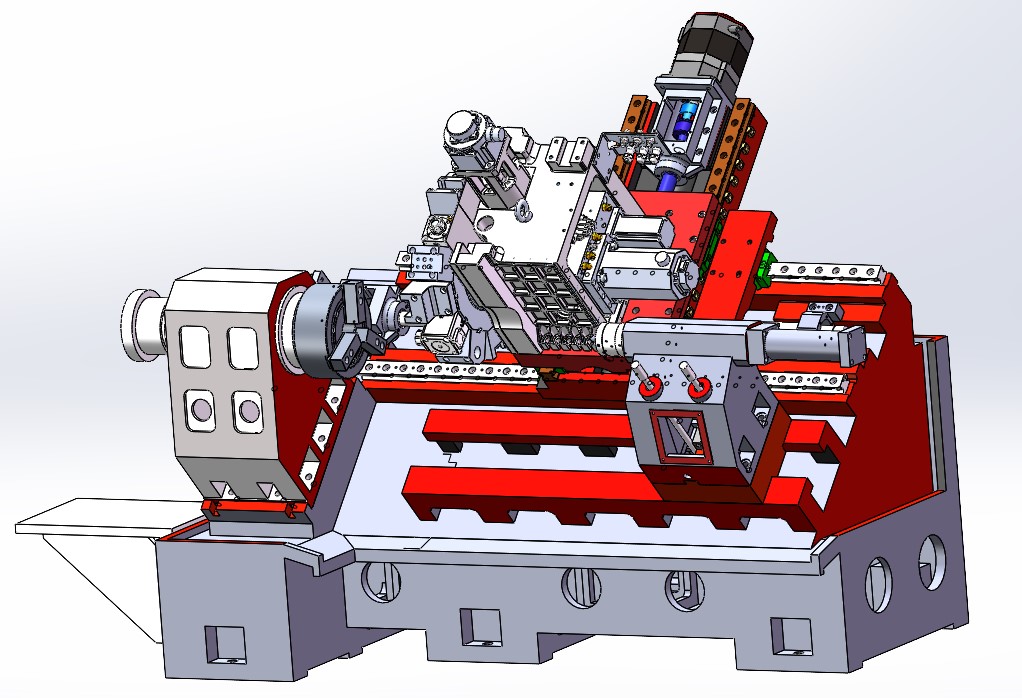
Горизонтальный токарный обрабатывающий центр TCX4550х1000 разработан для высокопроизводительной обработки деталей типа тел вращения. Станок входит в линейку оборудования, включающую модели TCX4550х500, TCX4550х1000 и TCX4550х1500. Конструкция станка основана на жесткой станине из высококачественного чугуна, обеспечивающей стабильность при длительных циклах обработки и различных режимах резания. Монолитное основание со специальными ребрами жесткости минимизирует вибрации даже при интенсивных режимах работы.
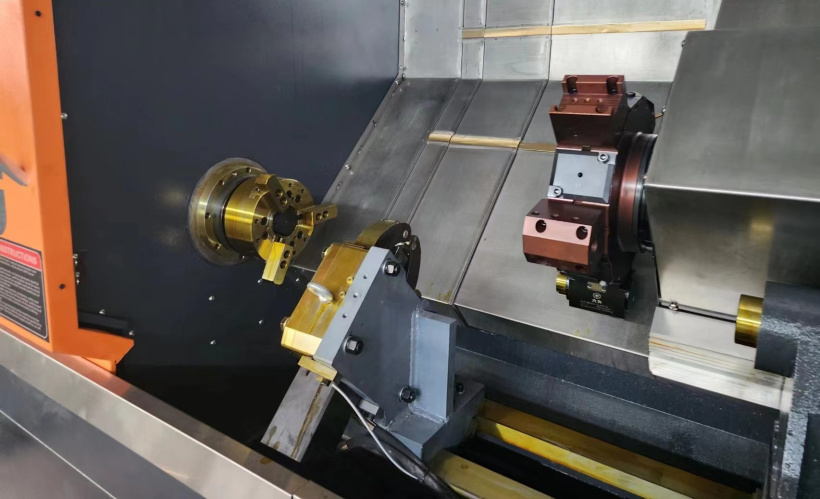
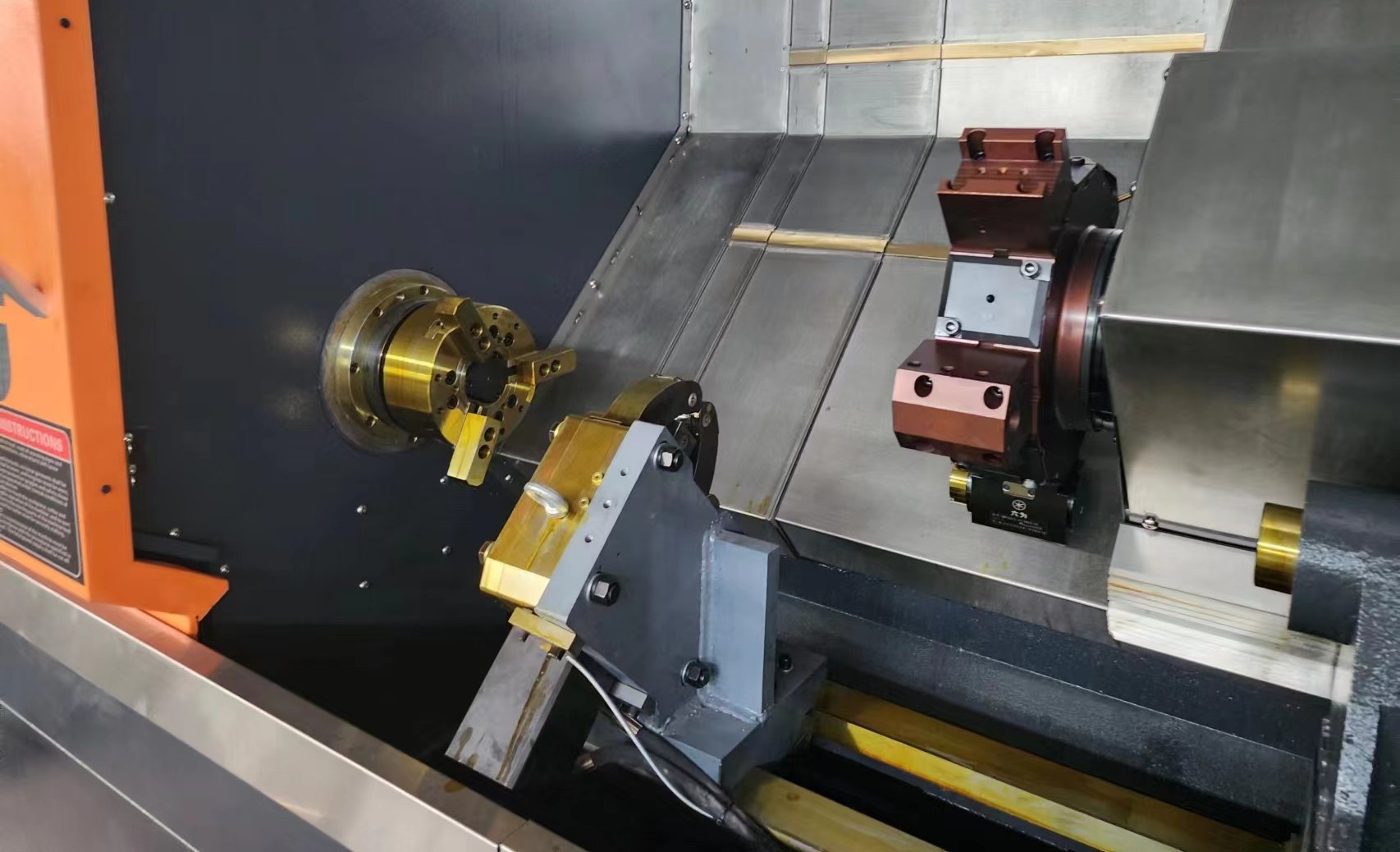
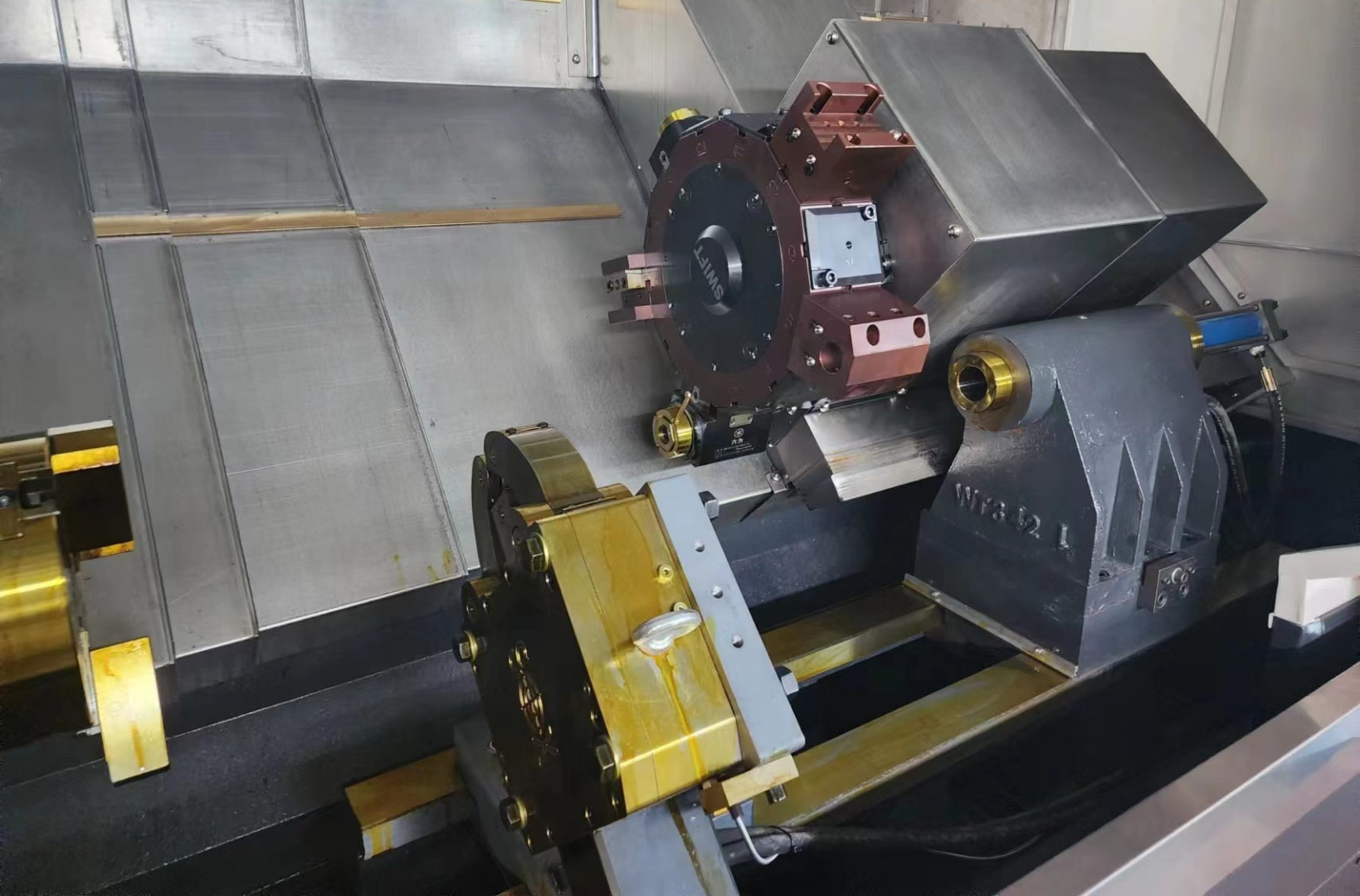
Шпиндельный узел TCX4550х1000 оснащен прецизионными подшипниками класса P4, гарантирующими точность вращения при повышенных нагрузках и скоростях. Термостабилизация шпинделя поддерживает неизменность геометрических параметров в процессе длительной работы. Высокий крутящий момент обеспечивает эффективную обработку даже труднообрабатываемых материалов. Револьверная головка характеризуется быстрой сменой инструмента и точным позиционированием при токарных операциях различной сложности. Многопозиционная система крепления инструментов увеличивает технологические возможности станка без переналадки.
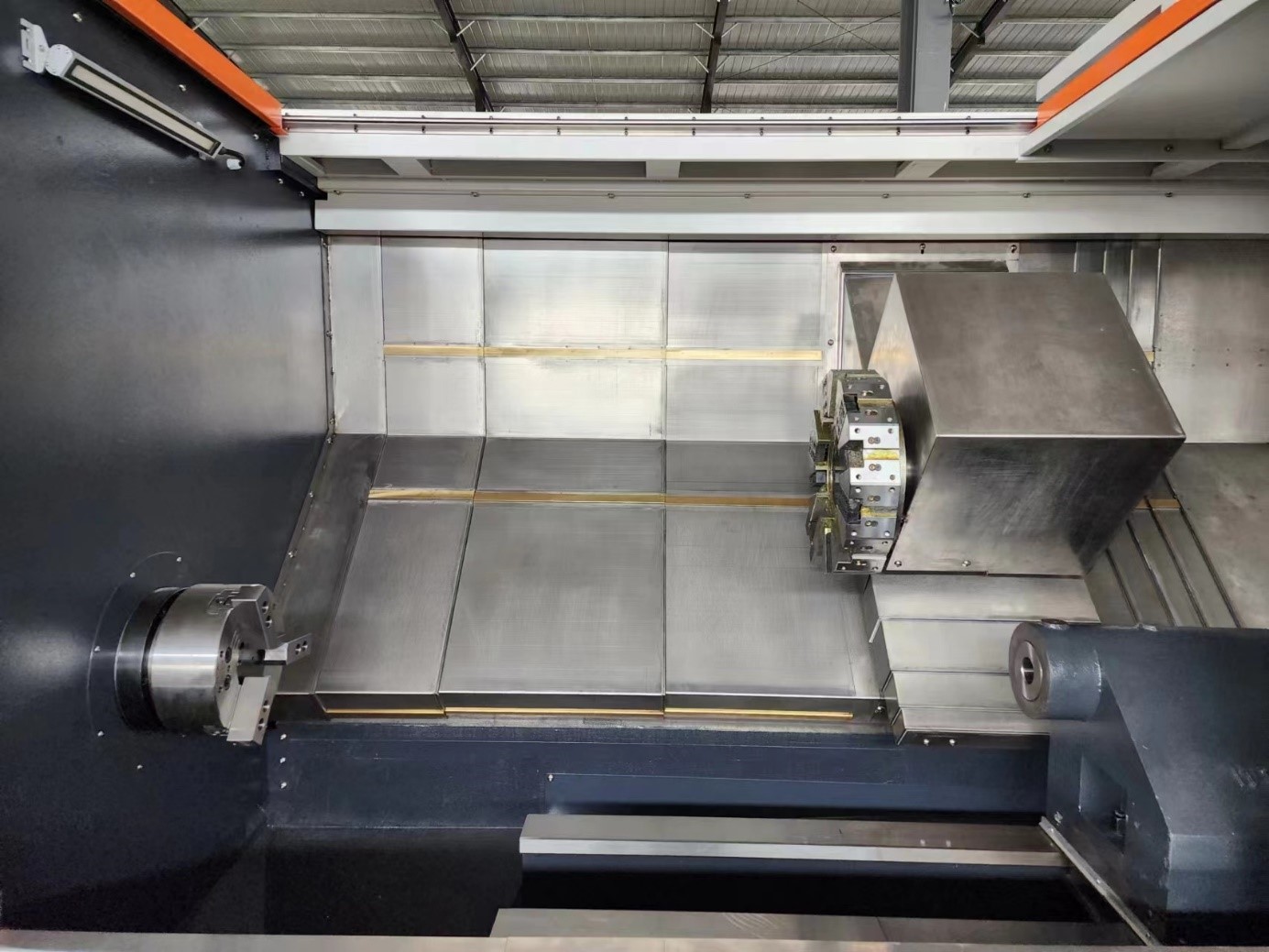
Прецизионные направляющие качения по всем осям значительно снижают трение при перемещениях суппорта, обеспечивая плавность хода и минимальный износ. Система компенсации тепловых деформаций поддерживает стабильный уровень точности независимо от длительности работы. Эффективная система охлаждения TCX4550х1000 с высоконапорным насосом отводит тепло из зоны резания, поддерживая стабильность температурного режима обработки. Продуманная конструкция защитных кожухов предотвращает разбрызгивание СОЖ и стружки за пределы рабочей зоны, улучшая условия труда оператора.



| Модель | TCX4550х1000 |
| Тип станины | Наклонная (45°) литая из чугуна |
| Максимальный диаметр устанавливаемой заготовки (мм) | 530 |
| Максимальный диаметр обработки над станиной (мм) | 460 |
| Максимальный диаметр обработки над суппортом (мм) | 320 |
| Максимальный диаметр обработки прута (мм) | 52 |
| Эффективная длина обработки (мм) | 1000 |
| Ход по осям X/Z (мм) | 260/1000 |
| Скорость быстрого хода по осям X/Z (мм/мин) | 18 000 / 18 000 |
| Тип и максимальная мощность двигателя по осям X/Z (кВт) | Серводвигатель 3.5 |
| Тип и максимальный крутящий момент привода по осям X/Z (Нм) | Привод через эластичную муфту, 15 |
| Типоразмер и класс точности ШВП по осям X/Z | 3210 (C3)/4010 (C3) |
| Тип и размер направляющих по осям X/Z (мм) | Роликовые направляющие 45 |
| Максимальная скорость вращения шпинделя (об/мин) | 3000 |
| Тип и максимальная мощность двигателя шпинделя (кВт) | Серводвигатель, 11 |
| Тип и максимальный крутящий момент привода шпинделя (Н⋅м) | Привод через синхронный ремень, 105 |
| Диаметр отверстия шпинделя (мм) | 66 |
| Конус шпинделя | 1:20 |
| Фланец шпинделя | A2-6 |
| Тип и размер патрона | Гидравлический 3-кулачковый, 8″ |
| Тип инструментальной головки | 12-позиционная приводная, BMT55 |
| Максимальная скорость вращения приводного инструмента (об/мин) | 3000 |
| Ход по оси Y (мм) | ±45 |
| Конус и диаметр пиноли задней бабки (мм) | MT5, 80 |
| Ход пиноли задней бабки (мм) | 100 (гидравлический) |
| Точность позиционирования по осям X/Z (мм) | 0,008/0,008 |
| Точность повторного позиционирования по осям X/Z (мм) | 0,005/0,005 |
| Точность индексации по оси С | 4″ |
| Система ЧПУ | GSK 988 TA |
| Вспомогательные системы | Централизованная система смазки, система подачи СОЖ, система удаления стружки, маховик ручного хода по осям X/Z, освещение зоны обработки, сигнальная лампа для оператора |
| Напряжение (В) / Частота (Гц) | 380/50 |
| Габаритные размеры (мм) | 4900 х 1800 х 2100 |
| Вес (кг) | 4900 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






































Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.