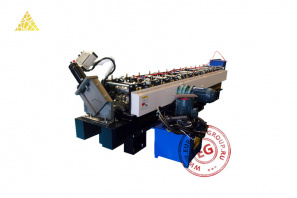
Металлический профиль является широко применяемым каркасным строительным материалом, поэтому оборудование для производства профилей, представляющее собой линейку стационарных габаритных автоматизированных электрогидравлических станков горизонтального типа непрерывного действия, продолжает оставаться высоко рентабельным.
Станки для изготовления профиля в зависимости от выпускаемой конечной продукции имеют некоторые отличия в своей конструкции, но их алгоритм действия идентичен. Так, первичный материал плоской полосой подаётся из разматывающейся катушки. Его трансформация в профиль заданной формы способом холодной гибки осуществляется под воздействием продавливающих роликов в последовательно установленных клетях прокатного стана. Мерная длина готовой продукции отсекается высокопрочным лезвием гильотинного ножа, после чего профиль укладывается на штабелёр. Среди вспомогательного оборудования особое место занимает гидравлическая станция, обеспечивающее требуемое давление гильотины.
Машины для производства профилей работают под управлением систем с цифровыми элементными базами. Наличие программируемого логического контроллера позволяет с высокой точностью синхронизировать функции всех исполнительных систем и облегчить работу обслуживающего персонала. Все рабочие параметры могут быть установлены и перенастроены на цветном сенсорном экране, где также наглядно отображается и ход выполняемого цикла.