Сварная сетка: арматурная, кладочная, рулонная. Актуальность производства. Технология и оборудование.

Какими бы прочными ни были дерево и современный ABS-пластик, из которых сегодня делают различные ограждения и армирующие закладные, металлические конструкции пользуются устойчивой популярностью. Среди них можно выделить группу сварных сеток. Это подкатегория метизов, насчитывающая обширную типологию по ряду характеристик, таких как: назначение, метод производства, форма и размер ячеек, вес и фасовка, способ монтажа и другие. Сегодня рынок сварных сеток достаточно сильный и ежегодно укрепляется на 12–45% (диапазон зависит от общемировых экономических факторов). Поэтому организация производства обещает стать перспективной. Далее расскажем об актуальности, технологии и оборудовании.

Актуальность производства сварных сеток
Металлургия в России развита очень хорошо. Отрасль остаётся консервативной на протяжении многих десятилетий. Поэтому большинство вариантов металлической продукции на внутреннем рынке – отечественные. На долю российский переработчиков стали, меди, алюминия и других металлов приходится до 90% различных изделий. Следовательно, конкуренция сильная. При этом стоимость сварных сеток не снижается, как и полагалось бы в условиях состязательности, а наоборот – устойчиво растёт.
Крутое повышение цен было заметно совсем недавно, в пандемийные 2020-2021 гг., когда на строительные материалы произошёл скачок стоимости.
Резкое удорожание железа связывают с 2-я причинами:
- дефицитом на рынках из-за повсеместных локдаунов;
- резким спросом после массовых отмен карантинных ограничений.
Вот таким образом запрет, а затем резкий спрос, – стали триггерами для удорожания металлов в 2–3 раза. Естественно ниша сварных сеток не стала исключением.
По оценкам аналитического экспертного агентства Discovery Research Group, за прошедшие 10 лет (2012-2022 гг.), ежегодные темпы прироста объёма рынка составили в среднем 5% от натурального и 19% от стоимостного объёма. Предполагается, что из-за экономических санкций с марта 2022 г, согласно которым российский экспорт запрещён в большинство цивилизованных стран, темпы прироста могут снизиться до 1,5–2% натурального и до 8–10% стоимостного объёмов.
Но даже при таких спадающих показателях отрасль смотрится весьма привлекательно. Добавим, что Владимир Путин потребовал форсировать строительство по программе переселения граждан из аварийного жилья и потребовал в течение 5 лет «привести в нормативное состояние дороги не только в крупных городах и агломерациях, а повсеместно».
Марат Хуснулин оценил только дорожный проект в 13 трлн руб, а комплексную государственную программу «Строительство 2023–2027» – в 15 трлн руб. То есть государство планирует много и долго строить. А для возведения жилых домов и прокладки асфальтированных магистралей требуются сварные сетки в качестве армирования. Всё перечисленное говорит о том, что организация производства сварных сеток – весьма перспективное направление для бизнеса.
! Готовая сварная сетка значительно удобнее в использовании, чем прутковая арматура, требующая связки. Она обеспечивает экономию времени и средств при осуществлении строительных работ.
Виды сварных сеток и назначение
Само словосочетание «сварная сетка» подсказывает, что изделие изготавливается с помощью сварочных соединений. Значит в производстве используется металл. Чаще всего основным материалом выступает низкоуглеродистая или углеродистая стали. Реже алюминий. Совсем редко медь. С учётом предусмотренных задач, продукция может дополнительно иметь оцинкованное или полимерное покрытие, а также выпускаться без каких-либо антикоррозийных слоёв.
В зависимости от назначения, сварные сетки делятся на 3 группы:
- Арматурная.
- Кладочная.
- Рулонная.
Основные параметры, типы и размеры сеток прописаны в нормативе ГОСТ 23279-2012 (ГОСТ 23279-85). А процесс производства регламентирован ТУ 14-178-266-94.
Арматурная
Изготавливается из прутков арматуры диаметром 6–20 мм, сваренных между собой автоматической многоконтактной сваркой. (Арматура диаметром 20–40 мм, как правило, варится вручную контактной сваркой). Арматурная сетка носит неформальное название «тяжёлая» или «дорожная». В готовом виде представляет собой полотно (карту) средних размеров 6000 мм х 2000 мм (длина х ширина). Применяется в строительстве фундаментов для объектов недвижимости и в прокладке дорожных полотен. Не требует поверхностной обработки антикоррозийными составами (цинком, грунтами, эмалями), поскольку выступает в качестве закладной железобетонного изделия, без доступа кислорода.
Кладочная
Применяется в кладке кирпича или в качестве армирующего слоя для внутренней отделки помещений штукатурными материалами. Изготавливается из прутка диаметром 3–6 мм, методом многоконтактной сварки. Стандартный размер карты 2000 х 5000 мм. Сетка обеспечивает прочность обрабатываемых поверхностей и максимальную ровность под финишную отделку (в особенности, если для её производства используется углеродистая рифлёная проволока класса ВР-1 до 8 мм. Но чаще применяется низкоуглеродистая до 6 мм). Она имеет прекрасную гибкость, а рифлёность кратно повышает качество адгезии штукатурных материалов с металлом.
Рулонная
Изготавливается из проволоки диаметром до 3-х мм. Средний размер полотна в рулоне 1500 мм х 15000 мм. Продукция часто имеет полимерное или цинковое антикоррозийное покрытие. Применяется для возведения заборов, строительства вольеров, армирования стен и малозаглубленных фундаментов. Очень гибкая и прочная. Востребована профессиональными строителями, а также владельцами частных домов и подворий.

Технология изготовления сварной сетки
Производство сварной сетки делится на 2 метода: ручной и автоматический. Первый способ применяется для арматуры толщиной 20-40 мм. Второй (автоматический) – для прутков диаметром до 20 мм. Он технологичный, а для масштабного производства предусмотрены отдельные станки и комплексные металлообрабатывающие линии.
Пошагово процесс выглядит следующим образом:
- Подготовка арматуры. Прутья проходят через правильно-отрезной пресс, где выпрямляются до идеального состояния. Далее заготовки чистят от коррозии и нарезают по определённой длине (допустим: 1000 шт. продольных по 6000 мм; 1 000 шт. поперечных по 2000 мм).
- Распределение арматуры по размеру. Оператор настраивает направляющие стола подачи, регулируя таким образом размер будущей ячеи. Подготовленные прутья распределяются по 2-м разным лоткам, в зависимости от длины (2м и 6м).
- Подача арматуры. Прутья принудительно подаются в станок из 2-х лотков: продольного и поперечного. На рабочий стол пошагово выходит ряд продольных прутков. Сверху на них укладывается поперечный прут в ожидании фиксации неразъёмного соединения.
- Сварка арматуры. Когда продольные прутья собраны с поперечным, они проходят через сварочный портал (многоконтактный рядный сварочный автомат). Операция повторяется, пока изделие не приобретёт законченную форму карты, заданной длины.
- Складирование. Сетки собираются в стопку, после чего погрузчиком вывозятся на склад хранения.
Автоматизация процессов может существенно различаться в зависимости от толщины арматуры, типа и модели оборудования. Например, для проволоки могут быть использованы разматыватели бухт: как для продольных, так и поперечных прутков.
Обзор оборудования
Производство сварной сетки – это полуавтоматический или автоматический процесс. Станкостроители предлагают промышленному рынку различные модели машин, различающиеся по габаритам, продуктивности, степени автоматизации и назначению изделий. Благодаря этому предприниматель имеет возможность выбора, что в свою очередь сможет обеспечить предприятию максимальную рентабельность. Предлагаем ёмкий обзор оборудования, с кратким описанием и основными характеристиками машин.
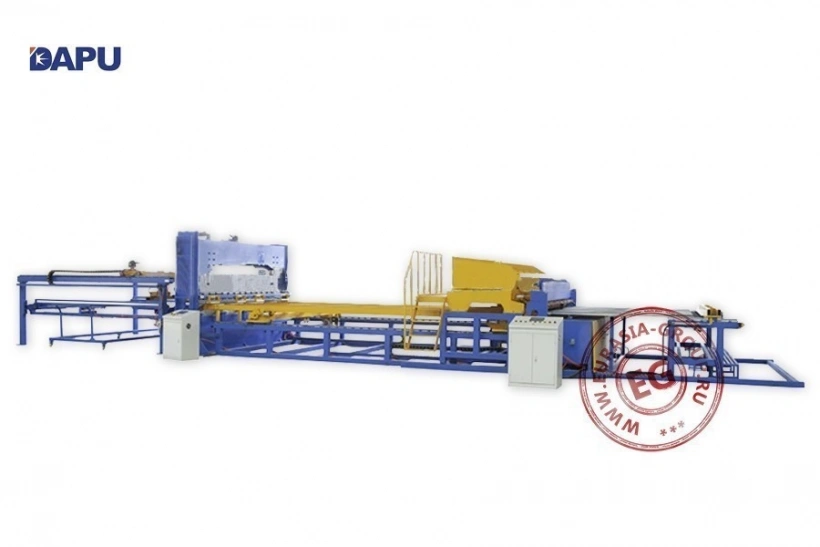
Линия для производства сварной арматурной сетки DP-FP-2500

Полуавтоматическая машина для производства сварной сетки из предварительно нарезанных прутков арматуры Ø3 – Ø12 мм. Классифицируется, как промышленное оборудование начального уровня. Выпускаемая продукция адресована сельскохозяйственным, промышленным, транспортным, садоводческим, продовольственным и горнодобывающим (для шахт) секторам экономики.
Принцип работы заключается в сварке параллельных и пересекающихся арматур под углом 90°. Настройка пневматического цилиндра и электродов зависит от шага проволоки. Возможна регулировка времени и силы сварки.
Линия оснащена операционным блоком с окнами человеко-машинного интерфейса, запускающими в работу ПЛК. Все параметры и цифры отображаются на экране. В серию входят модели: DP-FP-2500E; DP-FP-2500E+; DP-GW-2500B.
| Модель | DP-FP-2500E | DP-FP-2500E + | DP-GW-2500B |
| Диаметр прутков (мм) | 3-6 | 3-8 | 5-12 |
| Максимальная длина сетки (м) | 6 | 12 | 12 |
| Ширина сетки (мм) | 2500-3000 | ||
| Скорость сварки (раз/мин) | 120 | 80-100 | |
| Вес (т) | 5,2 | 6,2 | 8,5 |
Линия для производства сварной рулонной сетки DP-FP-2500BN

Линия для производства сварной рулонной сетки непрерывного цикла из проволоки Ø2.5 – Ø6 мм. Классифицируется, как промышленное оборудование среднего уровня. Назначение продукции обширное, от возведения заграждений в сельском хозяйстве до армирования стен при строительстве домов и ведомственных зданий. (Готовая сетка может быть представлена как в рулонах, так и в картах (панелях)).
Машина оснащена программируемой системой, повышающей качество продукции за счёт точности исполнительных механизмов. Электрические компоненты от Panasonic, Schneider, ABB, SMC, Igus. В той или иной комплектации линия оснащается следующими узлами:
- механизм разматывания проволоки из бухты;
- стол с роликовыми линейками для продольного выравнивания проволоки;
- станок для выравнивания и резки проволоки, подающейся поперечно;
- машина для резки сетки на отдельные панели;
- машина для сворачивания сетки в рулон.
Сервосистема Panasonic используется для вытягивания сетки. Сварочные трансформаторы с водяным охлаждением. Тормозной двигатель и редуктор сцепления напрямую образуют главную ось. В основном линия работает с оцинкованной нержавеющей сталью, но настройки могут быть гибко ориентированы на простую углеродистую/низкоуглеродистую сталь.
| Модель | DP-FP-2500BN |
| Диаметр прутов (мм) | 2.5–6 |
| Расстояние между продольными прутами (мм) | 50–300 |
| Расстояние между поперечными прутами (мм) | 50 |
| Максимальная ширина сетки (м) | 2.5 |
| Длина сетки (м) | 100 |
| Максимальное количество точек сварки (шт.) | 48 |
| Скорость сварки (раз/мин) | 50-75 |
| Количество трансформаторов (шт.) | 6 |
| Мощность сварочных трансформаторов (кВА) | 150 |
| Габаритные размеры (мм) | 5400 x 3200 x 1700 |
| Вес (кг) | 5500 |
Линия для производства сварной сетки из нержавеющей стали DNW-CW2000-Q/P

Линия для производства сварной сетки из нержавеющей стали непрерывного цикла. Классифицируется, как промышленное оборудование среднего уровня. Выпускаемая продукция адресована: сельскохозяйственной отрасли (из неё получаются отличные заграждения, клетки и вольеры), а также строительной сфере (для армирования кладки кирпича и различных конструкций из железобетона).
Машина автоматическая, с оперативной гибкостью производства и коротким временем настройки. Для втягивания прутьев используется пошаговый электродвигатель (сервомотор, как опция). Сварочные электроды и трансформатор оснащены системой водяного охлаждения для продления срока службы. Долговечность сварочным электродам обеспечивает их изготовление из чистой меди. Элементы пневматики от компании SMC (Япония).
Машина отличается:
- высокой производительностью;
- отсутствием заусенцев на сетке;
- уменьшенным искрением сварного шва.
Сварочный портал – центр сварочного аппарата. Прутья подаются сюда продольно и поперечно, откуда автоматически извлекаются после сварки. Процессы линейной и поперечной подачи принудительные – т.е., автоматические. Также, как и процессы выпрямления и нарезания арматуры.
Модель оснащается PLC с цветным сенсорным экраном. Диалоговый режим машины с оператором удобен и обладает простым графическим интерфейсом. С ним разберётся даже начинающий сотрудник.
| Модель | DNW-CW2000-Q/P |
| Максимальная ширина сетки, мм | <1200 |
| Размер ячейки сетки, мм | <50 |
| Диаметр прутов сетки, мм | 4-6 |
| Производительность, м/мин. | <2 |
| Сварочных ячеек, шт. | 25 |
| Управление | Промышленный ПК |
| Требуемый источник сжатого воздуха | ^0.8 МПа, 3.4 м3/мин |
| Требуемая подача охлаждающей воды | 0.2~0.3 МПа, <40 0С |
| Сварочный трансформатор, кВа | 150 (4 шт.) |
| Параметры электропитания, В; ГЦ; кВт | 380; 50; ~10 |
| Габаритные размеры, мм | 6000х4000х1700 |
| Вес, кг | 6000 |
Линия производства сетки для шахт серии DNW-MK

Машина для производства сварных сеток из арматуры Ø2.5 – Ø6 мм. Классифицируется, как промышленное оборудование среднего уровня. Выпускаемая продукция (сетка «затяжка») адресована горнодобывающей отрасли экономики, в частности для укрепления шахт, что в свою очередь обеспечивает безопасность для сотрудников в момент добычи полезных ископаемых. (Технология известна, как затяжка шахтной крепи, выполненная армированной сеткой).
Линия оснащена программатором. ЧПУ сварочного блока программирует и регулирует многоточечную сварку для каждого технологического цикла. Это в свою очередь существенно укрепляет швы сварки и ускоряет работу, а вместе с этим снижает издержки на электропотребление. Производственные циклы полностью отвечают нормам безопасности, и в случае отказа какого-либо узла или механизма станка, система автоматически сигнализирует о поломке в звуковом режиме и значком на экране пульта управления.
| Модель | DNW-MK1000Q/P | DNW-MK1200Q/P | DNW-MK1500Q/P | DNW-MK2000Q/P |
| Максимальная ширина сетки | ≤1000мм | ≤1200 мм | ≤1500 мм | ≤2000 мм |
| Расстояние между продольными прутами | ≥100 мм | ≥100мм | ≥100 мм | ≥100мм |
| Расстояние между поперечными прутами | ≥25 мм | ≥25 мм | ≥25 мм | ≥25 мм |
| Диаметр продольных прутов | 3-6мм | 3-6 мм | 3-6мм | 3-6 мм |
| Диаметр поперечных прутов | 3-6 мм | 3-6 мм | 3-6 мм | 3-6 мм |
| Максимальная толщина сварки | 6+6 мм | 6+6 мм | 6+6 мм | 6+6 мм |
| Скорость сварки | 40-60 рядов/мин | 40-60 рядов/мин | 40-60 рядов/мин | 40-60 рядов/мин |
| Сварочных ячеек | 11 | 13 | 16 | 21 |
| Управление | Промышленное программируемое ЧПУ | |||
| Подача поперечных прутов | Предварительно нарезанные пруты, либо в бухтах | |||
| Подача продольных прутов | Предварительно нарезанные пруты, либо в бухтах | |||
Линия для производства сварных 3D заборов и ограждений DP-FP-2500A/3000AN/3200A+
Линия для производства сварных 3D заборов из арматуры Ø3 – Ø6 мм. Классифицируется, как промышленное оборудование среднего уровня. Выпускаемая продукция адресована ведомственным, социальным и общеобразовательным учреждениям в качестве ограждений. Трёхмерные заборы имеют хорошую защитную функцию (от посторонних или удерживание мяча внутри площадки), а также обеспечивают эстетичный вид в деловых кварталах и жилых массивах современных многоквартирных домов.
Технология производства сварных сеток каскадная. Сначала отдельно подающиеся проволоки свариваются и гнутся в нужную геометрию, а затем нарезаются на готовые секции (для удобного монтажа заборов). Поскольку в серию линий DP-FP входит несколько моделей, то у каждой из них есть свои конструктивные особенности:
- DP-FP-2500А – станок обыкновенного типа с механической гибкой. Главный двигатель напрямую подключается к осям. Оснащён электрическими деталями известных брендов. В частности, вытягивание сетки контролируется серводвигателем Panasonic.
- DP-FP-3000AN – станок автоматической гибки с привязкой к сварочному аппарату. После финишной сварки машина для вытягивания сетки может автоматически отправлять её в секцию изгибания.
- DP-FP-3200A+ – станок для изготовления ограждения марки 358 с горизонтальным V-образным изгибом. Каждый сварочный электрод управляется собственным воздушным цилиндром SMC (Тайвань). Давление контролируется и распределяется равномерно, поэтому точки сварки ровные, качественные и одинаковые.
В качестве основного материала используется проволока из оцинкованной стали. Готовый продукт после сварки подлежит грунтованию защитным слоем антикоррозийного состава и окрашиванию полимерной или порошковой эмалью, как правило в зелёный цвет. (Покрасочная станция – опция).
| Модель | DP-FP-2500A | DP-FP-3000AN | DP-FP-3200A + |
| Диаметр прутков (мм) | 3-6 | ||
| Расстояние между продольными прутками (мм) | 50-300 | 50-300 | 76.2-300 |
| Минимальное расстояние между поперечными прутками (мм) | 25 | 25 | 12.7 |
| Максимальная ширина сетки (м) | 2.5 | 3 | 3.2 |
| Максимальная длина сетки (м) | 3.2 | 3 | 4 |
| Максимальное количество точек сварки (шт.) | 48 | 61 | 44 |
| Количество трансформаторов (шт.) | 6 | 8 | 11 |
| Мощность сварочного трансформатора (кВА) | 150 | 160 | 150 |
| Скорость сварки (рядов/мин) | 75 | 60 | 120 |
| Вес (кг) | 3.6 | 7.4 T | 5.4 |
| Габаритные размеры (м) | 4.9 x 3.4 x 1.6 | 12 x 3.7 x 2.5 | 5.4 x 3.7 x 2.3 |
Представленные в обзоре машины выпускаются станкостроителями КНР и поставляются в РФ для продажи. Есть сертификация. Поэтому импортное китайское оборудование не уступает по качеству американским и европейским аналогам. Однако уступает в цене: станки из Китая существенно дешевле конкурентов из США и ЕС. Этот фактор является ключевым для коммерческой эксплуатации, поскольку позволяет ясно определить горизонт возврата инвестиций в технологический парк.
Выводы:
- Сварные сетки востребованы в различных отраслях экономики.
- Технология производства несложная и почти полностью автоматизирована.
- Для организации производства сварных сеток можно подобрать машину (линию) с оптимальной производительностью для планируемого объёма выпуска продукции в своём регионе.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}