
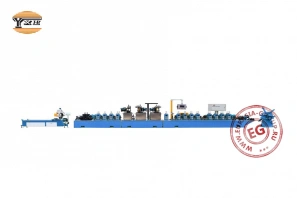
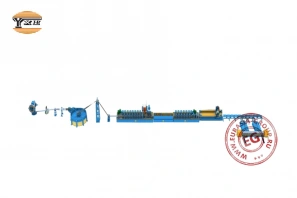
Линия для производства сварной трубы ERW800 представляет собой интегрированную производственную систему, предназначенную для изготовления сварных труб методом высокочастотной индукционной сварки. Производственный процесс начинается с гидравлического разматывателя, подающего стальную полосу в систему. Полоса проходит через формовочную машину, где приобретает цилиндрическую форму. Особенностью данной линии являются последовательно расположенные формовочные станы с приводными валами.
В сварочной секции происходит соединение кромок сформированной трубы. Высокочастотный ток, генерируемый сварочным аппаратом, нагревает материал до температуры сварки. Процесс сопровождается интенсивным охлаждением зоны сварного шва с помощью устройства водяного охлаждения. После сварки труба проходит через калибровочную машину для придания точных геометрических параметров. Правильная машина устраняет возможные деформации и отклонения от прямолинейности. Температурная обработка осуществляется оборудованием для отжига сварного шва, обеспечивающим снятие внутренних напряжений.
Линия оснащена устройством для резки и стыковой сварки, позволяющим получать трубы требуемой длины. Фрезерная пила производит чистовую обработку торцов. Готовая продукция транспортируется по роликовому конвейеру. Система включает источник сжатого воздуха для пневматических механизмов и систему охлаждения для температурного контроля. Конструктивно линия занимает значительное пространство производственного цеха с расположением оборудования в логической последовательности технологического процесса от разматывателя до участка финишной обработки.












| Модель | ERW800 | |
| Размер продукции | Для круглой трубы (мм) | 200 - 800 |
| Толщина стенки круглой трубы (мм) | 4 - 20 | |
| Длина трубы (м) | 6 - 12 | |
| Суммарная мощность оборудования (кВт) | 6000 | |
| Производительность (м/мин) | 25 | |
| Проектная годовая мощность (кВт) | 250000 | |
| Габаритные размеры оборудования (мм) | 380000 х 60000 х 3500 | |
| Вес (т) | 400 | |
| Максимальный вес бухты (кг) | 32000 | |||
| Ширина катушки (мм) | 680 ~ 2 520 | |||
| Наружный диаметр катушки (мм) | 1300 ~ 2300 | |||
| Материал стали | X70 | |||
| Внутренний диаметр катушки (мм) | 630 ~ 760 | |||
| Скорость сварки (м/мин) | 25 | |||
| Мощность (кВт) | 1200 | |||
| Отжиг (кВт) | 600 | |||
| Скорость потока (м³/мин) | 0,6 | |||
| Расход (м³/мин) | 0,6 | |||
| Давление (кг/см²) | 4-7 | |||
| Расход охлаждающей жидкости (м³/ч) | 1-3 | |||
| Длина бака (м) | 2,2 | |||
| Вертикальные вальцы (м³) | 15 | |||
| Прижимные валы (шт.) | 2 | |||
| Правильные валы (гидравлический прижим) | Нижние (шт.) | 3 | ||
| Верхние (шт.) | 2 | |||
| Материал валов | 42CrMo | |||
| Устройство для резки и стыковой сварки | Обрезка хвостовой части пластины и соединение стальной пластины для обеспечения непрерывности производства |
| Количество горизонтальных клетей | 10 |
| Количество вертикальных клетей | 8 |
| Материал валов | 42CrMo |
| Сварочная секция | Удержание трубы в положении для сварки и придание формы трубе ВЧ-нагревом. Устранение внутренних и внешних заусенцев, выравнивание шва |
| Длина (м) | 60 |
| Длина (мм) | 4000 |
| Калибровочная машина | Используется для придания изготавливаемым трубам необходимой формы и размера |
| Максимальный диаметр резки (мм) | 200 - 800 |
| Толщина (мм) | 4 - 20 |
| Скорость резки (м/мин) | 10 - 40 |
| Зажим | Гидравлический двусторонний |
| Длина отреза (м) | 6 - 12,5 |
| Мощность (кВт) | 600 |

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






































Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.