Бумажные втулки, несмотря на примитивность конструкции, являются незаменимым элементом, который широко задействуется в производстве туалетной бумаги, одноразовых полотенец, обмоточных полиэтиленовых плёнок, некоторых тканей и многого иного аналогичного потребительского товара. Именно поэтому оборудование для производства картонных втулок является рентабельным и востребованным во многих отраслях промышленности. При этом выпуск бумажных втулок и гильз может быть налажен как на крупном предприятии, будучи частью полного цикла производства, так и на малом предприятии с кругом заказчиков.
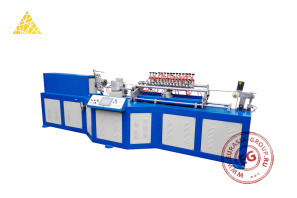
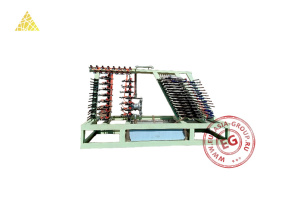
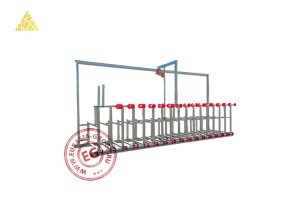
Машины для производства картонных втулок могут иметь некоторые конструктивные различия, но их принцип действия аналогичный. Так, первичный материал в габаритных бобинах устанавливается на стенды для разматывания, сырьё подаётся медленно с постоянной регулируемой скоростью. Основное количество лент вымачивается в ванной с клеевым раствором, верхняя и нижняя полосы остаются сухими. Избытки клея удаляются и ленты выравниваются перед наматыванием на сменный вал, диаметр которого соответствует диаметру будущей втулки. Труба формируется постоянно, поэтому по готовности она нарезается на удлинённые заготовки, это делается механизмом вертикальной фрезы. «Циркулярка» ставится на продольно подвижную каретку, что даёт возможность регулировать длину отреза. В перечень оборудования данной направленности входят специализированные станки для дальнейшего деления удлинённых втулок на более мелкие гильзы.
Станки для производства картонных втулок выполняют все операции автоматически, это объясняется наличием встроенных цифровых элементов управления. Программируемый логический контроллер синхронизирует работу всех исполнительных систем, все рабочие параметры вводятся и перестраиваются на цветном сенсорном экране.