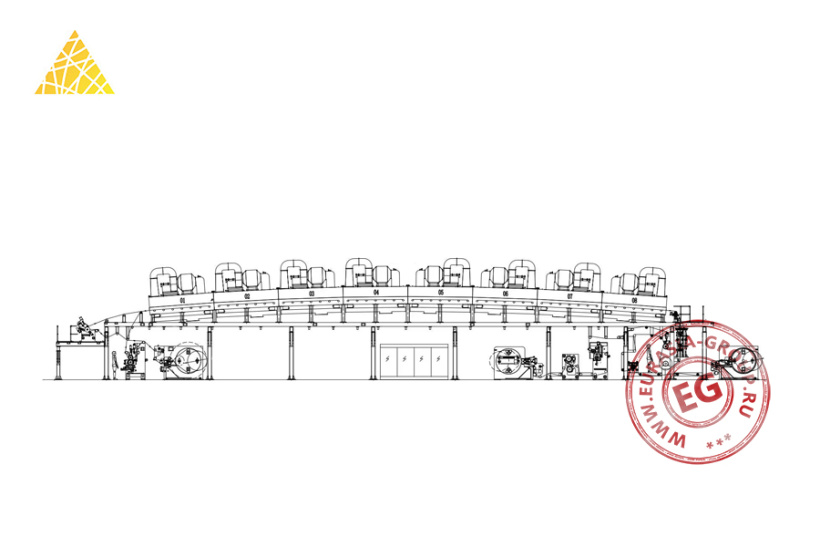
Линия TN-FOP-1750 представляет собой комплекс узлов для автоматизированного нанесения клеевых покрытий на различные рулонные материалы. Устройство использует клей на основе растворителя или воды, а также работает с бумажными рулонами, что делает его незаменимым при изготовлении различных типографских изделий. Высокая производительность в 150 метров в минуту позволяет работать в промышленных масштабах даже силами одной автоматической линии.
Принцип работы устройства заключается в постепенном протягивании рулонного материала с нанесением клеевого слоя на отдельные его участки для полного покрытия поверхности. В результате готовый рулон может быть приклеен на любую подходящую поверхность после активации клеевого слоя. При этом линия полностью автоматизирована и не требует управления со стороны оператора за исключением ряда предварительных настроек и загрузки всего необходимого сырья.
Линия TN-FOP-1750 имеет горизонтальную конструкцию, выполненную из нержавеющей стали и способную выдержать сильные нагрузки без повреждений и прерывания работы. При этом система обладает многоступенчатой защитой с аварийным отключением. надежно защищающим как сырье, так и механизмы устройства от поломок и порчи. Высокая производительность позволяет изготавливать рулонные материалы с клеевым покрытием достаточно быстро и с надлежащим уровнем качества.
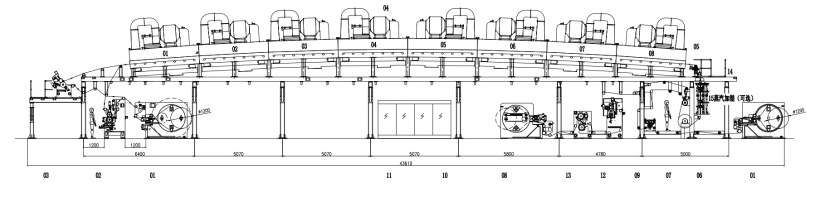
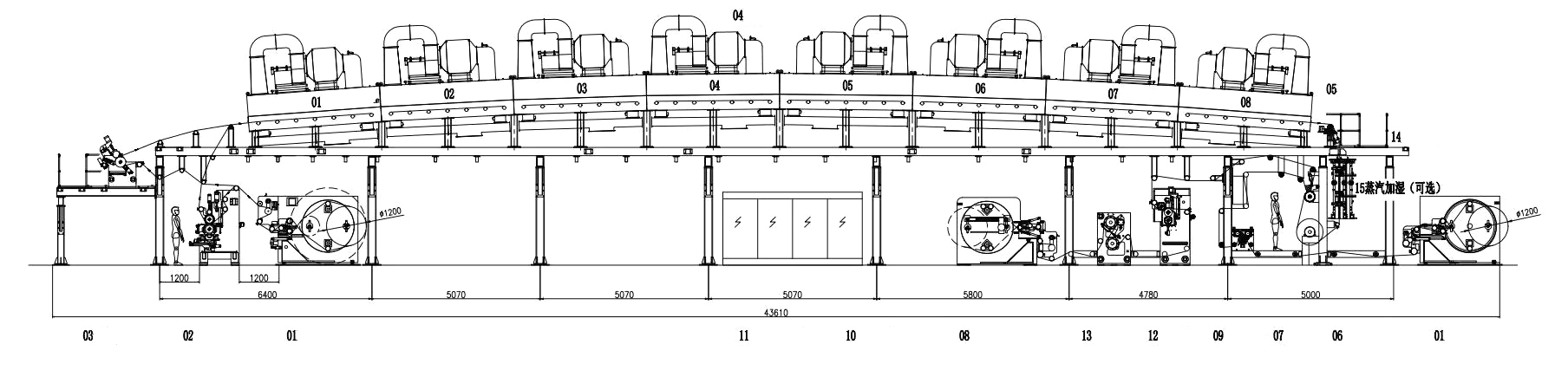
- Двухстанционная размотка подложки
- Диагональная сетчатая головка для нанесения покрытия
- Скребковая насадка для нанесения покрытия с запятой
- Печь 8 секций + 4 метра
- Одинарная роликовая направляющая
- Охлаждающий состав
- Двойная роликовая направляющая
- Двухстанционная намотка
- Односторонняя корона
- Стойка мостового типа
- Электрический шкаф управления
- Трехвалковое увлажнение
- Наматывание и вытягивание
- Увлажнение с помощью вращающегося диска
- Паровое увлажнение (опция)

| Модель | TN-FOP-1750 | |
| Скорость производства (м/мин) | 100-150 | |
| Проектная механическая скорость (м/мин) | 200 | |
| Эффективная ширина покрытия (мм) | 1650 | |
| Ширина ролика (мм) | 1750 | |
| Размер сердечника (дюймы/мм) | 3 и 6 / 1090-1650 | |
| Размер рулона размотчика (мм) | 1200 | |
| Охлаждающая вода | Расход (м³/ч) | 25 |
| Давление (кг/см²) | 2 | |
| Температура (°С) | 16-25 | |
|
Подача сжатого воздуха |
Расход (м³/ч) | 25 |
| Давление (кг/см²) | 6 | |
| Производственный шум (дБ) | 85 | |
| Метод нагрева | TBC | |
| Источник питания | TBC | |
| Применимый клей | На водной основе или на основе растворителя | |
| Мощность (кВт) | 345 | |
| Габаритные размеры (м) | 44 х 6 х 7,6 | |
| Вес (т) | 150 | |
| Эффективная ширина покрытия (мм) | 1650 | |
| Максимальная ширина полотна (мм) | 1090-1650 | |
|
Диаметр размотки |
Максимальный (мм) | 1200 |
| Минимальный (мм) | 500 | |
|
Направляющий ролик |
Твердость | HV700 |
| Шероховатость поверхности | Ra0,8 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2,5 (1100 об / мин) | |
| Диапазон натяжения (Н/м) | 120-1200 | |
| Редуктор переворота | Червячный | |
| Направляющая полотна | Ультразвук | |
| Воздушный вал (дюймы) | 3 | |
| Сращивание слоев (мм) | 180 х 1750 | |
| Двигатель размотки (кВт) | 18,5 | |
| Двигатель переворота (кВт) | 3 | |
| Ширина покрытия (мм) | 1090-1650 | |
| Опорный ролик | Шероховатость поверхности | Ra0,4 |
| Толщина слоя хромирования (мм) | 0,08-0,1, HV850-900 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
| Динамическая балансировочная обработка | G2,5 | |
| Ролик для ножа | Шероховатость поверхности | Ra0,4 |
| Толщина слоя хромирования (мм) | 0,08-0,1, HV850-900 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
|
Резиновый валик |
Толщина слоя (мм) | ≥15 |
| Твердость по Шору | 65-70 | |
| Привод двигателя (кВт) | 5,5 | |
| Ширина покрытия (мм) | 1090 - 1650 | |
| Подающий ролик | Шероховатость поверхности | Ra0,8 |
| Толщина слоя хромирования (мм) | ≥0,1, HV850-900 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
| Динамическая балансировочная обработка | G2,5 | |
| Валик для нанесения покрытия | Шероховатость поверхности | Ra0,4 |
| Толщина слоя хромирования (мм) | 0,08-0,1, HV850-900 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
| Динамическая балансировочная обработка | G2,5 | |
| Ролик с запятым ножом | Шероховатость поверхности | Ra0,8 |
| Толщина слоя хромирования (мм) | ≥0,1, HV850-900 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
|
Передаточный резиновый ролик |
Толщина слоя (мм) | ≥1,6 |
| Твердость по Шору | 58 - 60 | |
| Биение окружности поверхности валка (мм) | ≤0,02 | |
| Динамическая балансировочная обработка | G2.5 | |
| Направляющий ролик (мм) | 100 |
| Циркуляционный вентилятор (кВт) | 11/7,5 |
| Вытяжной вентилятор (кВт) | 5,5 |
| Валик обрабатывающий (мм) | Ф250 х 1750 |
| Направляющий ролик (мм) | Ф120 х 1750 |
| Электроды (кВт) | 6 |
| Приводной двигатель (кВт) | 5,5 |
| Двигатель вытяжного вентилятора (кВт) | 3,7 |
| Валик для увлажнения ткани (мм) | Ф100 х 1750 |
| Анилоксовый валик (мм) | Ф130 х 1750 |
| Приводной двигатель (кВт) | 1,5 |
| Приводной двигатель (кВт) | 0,25 |
| Двигатель насоса (кВт) | 1,5 |
| Главный охлаждающий ролик | Шероховатость поверхности | Ra 0,4 |
| Толщина слоя хромирования (мм) | 0,08 | |
| Биение окружности поверхности валка (мм) | ≤0,03 | |
| Обработка динамического баланса | G2.5 | |
| Поворотное соединение | DN50 | |
| Ролик для ламинирования | Шероховатость поверхности | Ra 0,4 |
| Толщина слоя хромирования (мм) | 0,08 | |
| Биение окружности поверхности валка (мм) | ≤0,03 | |
| Обработка динамического баланса | G2.5 | |
| Поворотное соединение | DN40 | |
|
Резиновый прижимной ролик |
Толщина силикатной резины (мм) | 1,5 - 1,6 |
| Обработка накаткой | 65 - 70 | |
| Шероховатость поверхности | Ra 0,8 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2,5 | |
|
Направляющий ролик |
Шероховатость поверхности | Ra 0,8 |
| Толщина слоя хромирования | HV700 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2,5 | |
|
Направляющий ролик с малым углом охвата |
Толщина слоя хромирования | HV700 |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2,5 | |
| Приводной двигатель (кВт) | 22 | |
|
Подающий стальной ролик |
Толщина слоя хромирования (мм) | 0,07 |
| Шероховатость поверхности | Ra 0,4 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2.5 | |
| Резиновый валик | Толщина слоя резины (мм) | 12,5 |
| Твердость по Шору | 60-65 | |
| Шероховатость поверхности | Ra 0,8 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2,5 | |
| Двигатель привода стального ролика (кВт) | 5,5 | |
| Двигатель привода резинового ролика (кВт) | 4 | |
|
Охлаждающий ролик |
Толщина слоя хромирования (мм) | 0,08 |
| Шероховатость поверхности | Ra 0,4 | |
| Биение окружности поверхности валка (мм) | ≤0,03 | |
| Динамическая балансировочная обработка | G2,5 | |
| Поворотное соединение | DN50 | |
|
Резиновый прижимной ролик |
Толщина слоя резины (мм) | 12,5 |
| Шероховатость поверхности | Ra 0,8 | |
| Биение окружности поверхности ролика (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2.5 | |
|
Направляющий ролик |
Толщина слоя хромирования | HV700 |
| Шероховатость поверхности | Ra 0,8 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка | G2.5 | |
| Приводной двигатель (кВт) | 15 | |
| Эффективная ширина (мм) | 1650 | |
| Максимальный размер рулона (мм) | 1200 | |
| Ширина полотна (мм) | 1090-1650 | |
| Пневматический колпак с обеих сторон (дюймы) | 3 или 6 | |
| Диапазон натяжения (Н/м) | 250 - 1500 | |
| Воздушный вал | 3’’ | |
| Резиновый валик для сращивания бумаги (мм) | Ф150 х 1650 | |
|
Направляющий валик |
Толщина слоя хромирования | HV700 |
| Шероховатость поверхности | Ra 0,8 | |
| Биение окружности поверхности валка (мм) | ≤0,04 | |
| Динамическая балансировочная обработка (мм) | G2.5 | |
| Танцевальный ролик (мм) | 200 х 1750 | |
| Вертикальная балка | 250 х 150 х 8 прямоугольная труба | |
| Колонна | 250 х 250 х 6 прямоугольная труба | |
| Балка рамы портала | 250 х 250 х 8 прямоугольная труба | |
| Механизм синхронизации (кВт) | Червячный редуктор / 11 | |
| Перемоточный двигатель (кВт) | 22 | |
| Перекидной двигатель (кВт) | 3 | |



{kind=link}
{kind=link}






































Получив вашу заявку на лизинг, мы отправим ее на рассмотрение всем лизинговым компаниям, с которыми мы сотрудничаем. Вам останется лишь выбрать наиболее подходящее предложение.