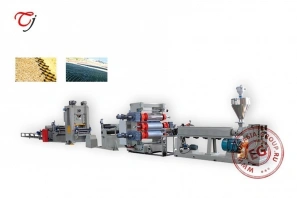
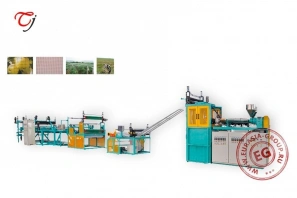
Основные характеристики
|
Модель
|
JG-TGSG6000-GS
|
|
Используемый материал
|
PP, PE
|
|
Продуктовая линейка
|
Одноосная, двухосная, многоосная решетки
|
|
Ширина изделия
|
6000 мм (двухосная георешетка)
|
|
Производительность
|
1100 – 1400 кг/ч
|
|
Скорость линии
|
12 – 16 м/мин
|
|
Номинальная мощность
|
1200 кВт
|
|
Фактическая потребляемая мощность
|
700 кВт
|
|
Рабочий персонал
|
6 чел. в смену
|
|
Габариты
|
100000 x 15000 x 5000 мм
|
|
Вес
|
120000 кг
|
Автоматическое устройство подачи спирали
|
Приемный бункер
|
Нержавеющая сталь
|
|
Объем приемного бункера
|
800 л
|
|
Управление
|
Автоматическое
|
|
Двигатель
|
3 кВт x 2
|
Высокоэффективный шнек
|
Диаметр
|
180 мм
|
|
Материал шнека
|
8CrMoAlA
|
|
Способ термической обработки
|
Закалка азотированием
|
|
Твердость
|
HV>750
|
Винтовой барабан
|
Материал
|
8CrMoAlA
|
|
Способ термической обработки
|
Закалка азотированием
|
|
Способ нагрева
|
Электрический
|
|
Выхлоп
|
Винтовой
|
|
Система охлаждения
|
Воздушное/водяное охлаждение
|
Редуктор коробки передач
|
Марка
|
GUOMAO
|
|
Модель зубчатого колеса
|
Винтовая передача
|
|
Материал осей
|
40Cr
|
|
Смазочная система
|
Принудительная
|
Главный двигатель
|
Марка
|
Siemens
|
|
Частотный преобразователь
|
Регулируемый
|
|
Мощность
|
315 кВт х 2
|
Электрический прибор для контроля температуры
|
Контроль температуры
|
Автоматическое управление
|
Распределитель расплава
|
Способ нагрева
|
Встроенная нагревательная трубка
|
|
Материал трубки
|
Нержавеющая сталь
|
|
Способ контроля температуры
|
Интеллектуальный контроллер с замкнутым контуром
|
Гидравлическое (автомат.) устройство для смены сетки
|
Смена сетки
|
Непрерывная подача
|
|
Секция обогрева
|
1 зона
|
|
Давление в системе (макс.)
|
16 МПа
|
|
Мощность гидравлического привода
|
4 кВт
|
|
Тип нагрева
|
Внутренний нагрев с ПИД-регулятором
|
Плоская экструзионная форма подвесного типа
|
Материал
|
Сталь инструментальная 5CrNiMo
|
|
Толщина листа
|
1 – 15 мм
|
|
Ширина листа
|
1000 – 2000 мм (регулируемая)
|
|
Зазор между кромками пресс-формы
|
1 – 12 мм
|
|
Способ нагрева
|
Нагревательная пластина
|
|
Мощность нагрева
|
60 кВт
|
Каландр 5-балковый
|
Материал для полировки поверхности
|
Polishing 45 Mirror
|
|
Диаметр основного рулона
|
700 мм
|
|
Твердость поверхности ролика
|
≥58-62 HRC
|
|
Покрытие хромом
|
0,05 – 0,07 мм
|
|
Рабочая длина
|
2200 мм
|
|
Преобразователь частоты
|
Регулируемая настройка
|
|
Толщина листа
|
1 – 12 мм
|
|
Погрешность
|
0,02 мм
|
|
Зазор между роликами
|
0 – 40 мм
|
|
Тип охлаждения
|
Замкнутый, круговой
|
|
Расход воды
|
50 м³/ч
|
|
Охлаждающая платформа
|
2,5 м
|
|
Диаметр охлаждающего ролика
|
160 мм
|
Устройство для вытягивания и охлаждения
|
Регулятор преобразования частоты
|
1 комплект
|
|
Скорость вытягивания
|
0 – 4 м/мин
|
|
Ресивер
|
160 мм
|
|
Рабочее давление
|
0,4 – 0,6 МПа
|
|
Диаметр ролика
|
300мм
|
|
Толщина резины
|
20 мм
|
|
Мощность
|
5,5 кВт
|
|
Способ резки
|
Лезвие
|
|
Способ охлаждения
|
Водяное охлаждение
|
|
Материал охлаждающего резервуара
|
Нержавеющая сталь
|
Автоматическая система измельчения кромок
|
Частота штамповки
|
100 раз/мин
|
|
Погрешность в размере отверстия
|
±0,02 мм
|
|
Материал штамповочной формы
|
Инструментальная сталь
|
|
Давление штамповки
|
2 500 кН
|
Устройство для уплотнения
|
Уплотнительный ролик
|
5 шт.
|
|
Мощность привода
|
7,5 кВт
|
|
Диаметр ролика
|
400 мм
|
|
Способ регулирования скорости
|
Преобразователь частоты
|
Высокопрочное устройство для продольного растяжения решетки
|
Комплект предварительного нагрева
|
1 шт
|
|
Количество роликов
|
18 шт.
|
|
Допустимая ширина
|
2200 мм
|
|
Длина (приблизительно)
|
10 м
|
|
Способ нагрева
|
Нагревается теплопроводящим маслом
|
|
Тип привода
|
Зубчатое колесо
|
|
Мощность привода
|
16 кВт
|
|
Растягивающая деталь
|
1 комплект
|
|
Диметр ролика
|
440/490 мм
|
|
Допустимая ширина
|
2200 мм
|
|
Приводная мощность
|
11 кВт
|
|
Регулировка скорости
|
1 – 23 об/мин
|
|
Формирующая деталь
|
1 комплект
|
|
Диаметр ролика
|
445 мм
|
|
Допустимая ширина
|
2200 мм
|
|
Регулировка скорости
|
1 – 25 об/ мин
|
Машина для подъёма
|
Мощность привода
|
45 кВт
|
|
Ролик
|
5 шт.
|
|
Диаметр ролика
|
400 мм
|
|
Длина
|
2200 мм
|
|
Давление
|
0,6 – 0,8 МПа
|
|
Способ регулирования скорости
|
Преобразователь частоты
|
Устройство продольной ориентации
|
Крутящий момент намотки
|
120 H/м
|
|
Диаметр намотки
|
1000 мм (макс.)
|
|
Способ размотки
|
Автоматическая, пневматическая
|
Устройство поперечной ориентации
|
Способ получения тяги
|
Тяговое звено с расширяемым контуром
|
|
Тип зажима
|
Двойная полоса
|
|
Скорость
|
1 – 20 м/мин
|
|
Ширина на входе
|
700 – 1900 мм
|
|
Ширина на выходе
|
4000 – 6500 мм
|
|
Толщина листа
|
1 – 10 мм
|
|
Количество печей
|
12 шт.
|
|
Длина
|
30 м
|
|
Способ регулирования скорости
|
Преобразователь частоты
|
|
Диапазон регулировки
|
1 – 20 м/мин
|
|
Мощность привода
|
45 кВт
|
|
Способ резки
|
Лезвие
|
|
Способ нагрева
|
Теплопроводящее масло
|
|
Максимальная температура
|
200 °C
|
Система отвода (2 направления)
|
Способ получения тяги
|
Тяговое звено с расширяемым контуром
|
|
Тип зажима
|
Двойная полоса
|
|
Скорость
|
1 – 20 м/мин
|
|
Ширина на входе
|
700 – 1900 мм
|
|
Ширина на выходе
|
4000 – 6500 мм
|
|
Толщина листа
|
1 – 10 мм
|
|
Количество печей
|
12 шт.
|
|
Длина
|
30 м
|
|
Способ регулирования скорости
|
Преобразователь частоты
|
|
Диапазон регулировки
|
1 – 20 м/мин
|
|
Мощность привода
|
45 кВт
|
|
Способ резки
|
Лезвие
|
|
Способ нагрева
|
Теплопроводящее масло
|
|
Максимальная температура
|
200 °C
|
|
Напряжение
|
380 В, 50 Гц
|
Система поперечной резки
|
Мощность резки
|
2,2 кВт
|
|
Максимальная ширина резки
|
6,2 м
|
Двусторонняя система намотки
|
Крутящий момент намотки
|
150 H/м
|
|
Диаметр намотки (макс.)
|
800 мм
|
|
Способ размотки
|
Автоматическая, пневматическая
|
Электрическая система управления (установка)
|
Система управления PLC
|
Siemens
|
|
Главный двигатель
|
Siemens
|
|
Основной преобразователь
|
Schneider
|
|
Основные низковольтные электроприборы
|
Schneider
|
|
Основной
|
Omron
|
|
Напряжение
|
380 В, 50 Гц
|













{kind=link}