Оборудование для наружной очистки металлов от ржавчины и окислов: механические vs лазерные

Металл в процессе хранения или эксплуатации подвержен загрязнению и корродированию. Чаще всего эти дефекты имеют вид ржавчины, окислов, производственной пыли или грязи. В подавляющем большинстве случаев подобные формы начавшейся порчи можно убрать. А в некоторых ситуациях это крайне необходимо для производственных процессов. Например, для сварки или окраски. Помогают чистить металл контактные и бесконтактные установки. В зависимости от конструкции они могут быть оснащены: щётками; шлифовальными материалами; ультразвуковыми, криогенными, пескострукйными, дробеструйными, химическими и лазерными инструментами.
Одни аппараты подходят для обработки ровных поверхностей, другие – для сложных геометрических форм. Учитывая востребованность подготовки заготовок и деталей к работе, рынок предлагает развёрнутый ассортимент промышленного оборудования для чистки от коррозии и загрязнений. В этой статье мы уделим внимание контактным щёточным и бесконтактным лазерным аппаратам, сделаем краткий обзор технологий и оборудования.

Где требуется операция поверхностной очистки заготовок
Роль металла в жизни человека неоспорима. Благодаря ему мы видим автомобили, мосты, теле- и радиовышки, станки, ангары, мощные машины и спецтехнику, газопроводы, нефтепроводы, самолёты и многое другое. Но у металла есть враг – коррозия. В зависимости от материала она выражается очагами ржавчины (для железа) или окислами (для лёгких сплавов из алюминия, меди, магний и т.п.). Эти дефекты появляются стремительно, если металл не покрыт грунтовкой, эмалью или цинковым слоем. С порчей поверхности заготовка, или готовая деталь, не может быть допущена к дальнейшему производству или эксплуатации, пока не пройдёт очистку. Обычно подобная операция требуется перед такими технологическими процессами металлообработки, как:
- Резка.
- Пайка.
- Сварка.
- Наплавка.
- Склеивание.
- Сборка конструкций.
- Грунтование и окраска.
Пропуск даже незначительной коррозии на железе может обернуться негативными последствиями, в том числе после окраски защитными грунтами или эмалями. Ведь в порах очага накапливается некоторое количество влаги и воздуха. Их вполне достаточно для активации коррозии даже после покраски. Потому что плотность ржавчины ниже, чем у стали. В результате под слоем краски возникают процессы разрушения:
- металл непрерывно расширяется;
- покрытие быстро покрывается сетью сквозных кракелюр.
В итоге конструкция частично осыпается, и всё это из-за пропущенного незначительного очага коррозии.
Допустим, предприятие занимается производством герметичных всепогодных уличных шкафов для электрических и телекоммуникационных сетей. Перед изготовлением дверцы, лист металла плохо отшлифовали. Остались маленькие зачавшиеся очаги коррозии. Спустя 3 года в местах упущения появились дырки, из-за чего в шкаф стала проникать влага. Электрощитовое оборудование начало окисляться и ржаветь, в результате чего пошли жалобы от потребителей на перебои с электричеством или связью. В следующий раз энергоснабжающая организация будет покупать всепогодный уличный шкаф у другой компании.
Какие требования предъявляют к очистке металлических деталей перед обработкой или окраской
В целом, металлообработчики предъявляют к заготовкам из железа и лёгких сплавов три основных требования непосредственно перед работой:
- Отсутствие коррозии, окислов, окалин, следов масел и смазки, прочих загрязнений.
- Присутствие шлифовки с шероховатостью, соответствующей тех. условиям.
- Обработка кромок, без следов разметки и остатков резки.
Заготовки или детали необходимо очищать предпочтительным для данного вида изделий способом. Например, чувствительный алюминий лучше зачищать криогенным паром или лазером, нежели дробью или корщёткой.
Краткий обзор технологий: механическая VS лазерная
Из многообразия способов очистки металлов, о которых мы говорили в введении этой статьи, мы бы хотели сконцентрировать внимание на 2-х технологиях:
- Механическая (щётками или абразивными кругами).
- Бесконтактная (лазером).
Первая наиболее распространённая и считается архаичной, но при этом остаётся очень практичной. Вторая – современная, прекрасно подходит для деликатной очистки изделий и заготовок от сильной ржавчины и окислов.
Механическая
Щётки-насадки (корщётки) эффективно удаляют коррозию, однако их ворсинки не могут проникнуть в небольшие поры. Поэтому данный метод больше относится к шлифовальной технологии. Вы наверняка замечали, работая дрелью, что когда ворс загибается, то уже не может убрать даже наслоившиеся очаги коррозии (не говоря о порах). Вместо этого щётка их полирует, превращая в бронзовелые бугры. Приходится включать реверс на инструменте и тогда эффективность зачистки возрастает, но опять ненадолго. Здесь выручает традиционное соскабливание наслоений зубилом с молотком. Другое дело станок с абразивным кругом. Он снимает верхний слой полностью, вместе с дефектами. Правда глубокую ржавчину он тоже выбрать не может.

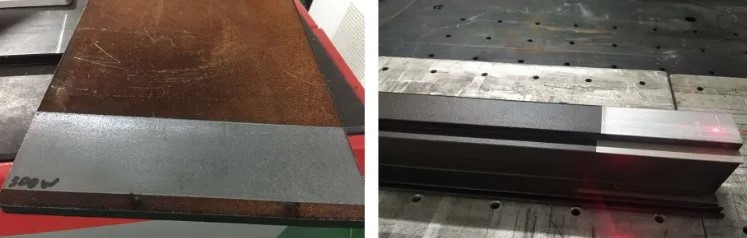
Но при этом щётки и круги отлично справляются с коррозией степени A и В (всего существует 4 степени ржавости по ISO 8501-1: A, B, C и D), к тому же на больших площадях. Поэтому ими вооружают шлифовальные машины для стальных листов и труб. Как правило, здесь щётки могут представлять собой сплошной рол с металлическим ворсом, или выглядеть рядными конструкциями из радиальных (по типу тарельчатых ножей на валу), чащеобразных и конических кругов.

Рис. Степени ржавости по ISO 8501-1: A, B, C и D.
Лазерная
Лазерная очистка металлов от ржавчины представляет собой относительно новый способ обработки. Возможности аппарата определяются его комплектацией и мощностью. Наибольшее распространение получили установки с импульсным волоконным лазером (QCW-lasers). Длина его волны легче поглощается металлами. В настоящее время технология является последним достижением в области твердотельных лазеров, быстро увеличивая их проникновение во все секторы промышленности.
Принцип работы: Импульс луча концентрируется на очаге коррозии или окисла, и мгновенно его испаряет. Температура плавления достигает 1600°C. При этом луч не проникает вглубь основного материала. Контроль глубины абляции позволяет выборочно удалять коррозию разной толщины. Формой потока можно управлять, благодаря чему лазер легко справляется с очисткой текстурированных и рифлёных поверхностей. К тому же очищаемые загрязнения не распыляются в окружающую среду, а тут же попадают в систему очистки воздуха, что позитивно сказывается на здоровье оператора.
Общее сравнение методов: механическая VS лазерная
| Технология | Преимущества | Недостатки |
| Механическая | Простая технология | Грубое воздействие |
| Недорогое оборудование | Отходы в виде стальной щетины и пыли | |
| Обработка больших площадей (листы, трубы, бочки и прочее) | Шумный процесс обработки | |
| Гибкость производства, от зачистки до шлифовки | Не удаляет въевшуюся ржавчину или окислы | |
| Широкий спектр щёток из разных материалов: металлические, полимерные, войлочные, поролоновые и др. | Требуется специальная защита для оператора (очки, перчатки, маска, плотная роба) | |
| Лазерная | Низкие эксплуатационные затраты (для промышленного производства), около 100 руб/ час | Высокая стоимость оборудования |
| Деликатная и в тоже время качественная бесконтактная чистка | Небольшие размеры рабочей зоны для обрабатываемой заготовки или детали | |
| Луч справляется с очагами тяжёлого коррозийного поражения | Требуется обучить оператора работе с автоматикой | |
| Низкое количество отходов в виде испаряемого материала | Профессиональное обслуживание специалистами laser technology | |
| Автоматический режим обработки | – |
Обзор оборудования
Предлагаем небольшой обзор механического и лазерного оборудования для чистки ржавчины, с кратким описанием и основными характеристиками.
Плоскошлифовальный станок M6316

Модель M6316 представляет собой автоматическое промышленное оборудование среднего уровня. Станок предназначен для абразивной шлифовки металлических заготовок или изделий (листы, подшипники, профили и многое другое). Прекрасно удаляет налёты ржавчины, окалины и прочие дефекты. В качестве основного инструмента используется абразивный диск. При необходимости его можно заменить щёткой или войлочным кругом.
Принцип работы: Заготовка(и) размещаются на рабочем столе. В свою очередь стол закреплён на подвижных салазках, благодаря чему перемещается с помощью гидравлического привода вместе с заготовкой по осям X и Z (вперёд/назад, влево/вправо) под абразивным кругом. Шлифовальный узел с двигателем Siemens опускается по оси Y с помощью шарико-винтовой передачи.
В базовой комплектации станок оснащается кнопочной системой управления электрооборудования. Продольное перемещение стола осуществляется при сенсорном участии датчика и электромагнитного клапана. Предусмотрены места для установки серводвигателя и системы ЧПУ.
| Модель | M6316 |
| Степень шероховатости заготовок | Ra0.63 |
| Размер рабочего стола (мм) | 1600 x 630 |
| Ширина рабочего стола T-образного пазла | 18 |
| Максимальная грузоподъёмность рабочего стола (т) | 1,2 |
| Потребляемая мощность (кВА) | 16 |
| Максимальный размер шлифования (мм) | 6300 x 1600 x 600 |
| Максимальный продольный ход рабочего стола (мм) | 200 - 1700 |
| Т-образные пазы на рабочем столе (мм) | 18 (3 шт) |
| Скорость (м/мин) | 5 - 25 |
| Размер электронного фиксатора (мм) | 630 x 800 |
| Максимальное горизонтальное перемещение шлифовальной головки (мм) | 680 |
| Горизонтальная подача шлифовальной головки (мм/мин) | 0,8 - 3 |
| Минимальный масштаб вертикального маховика (мм) | 0,01 |
| Вертикальная подача шлифовальной головки (мм) | 0,5 |
| Размер шлифовального круга (мм) | 400 x 63 x 203 |
| Скорость вращения двигателя шлифовальной головки (об/мин) | 1440 |
| Габаритные размеры (мм) | 4700 x 2100 x 2500 |
| Вес (кг) | 6500 |
Плоскошлифовальный станок M130х1000

Модель для шлифовки металлических заготовок. Прекрасно удаляет налёты ржавчины и окислов. Представляет собой машину базового уровня автоматизации. Хорошо знакома промышленникам всего мира, поскольку за более чем 10-летний срок прекрасно зарекомендовала себя в чистовой и точной обработке поверхностей различных металлов и твёрдых материалов.
Машина M130х1000 имеет стандартное оборудование, которое отличается:
- Безвибрационной работой привода.
- Плавными движениями направляющих.
- Высокой термической и механической стабильностью.
Основание станка из цельного чугуна для максимальной жёсткости и устойчивости. Предварительно нагруженные прецизионные линейные направляющие по вертикальной и поперечной оси (Bosch Rexroth – по запросу) максимально повышают точность. Зачищенные и покрытые турцитом направляющие скольжения на продольной оси обеспечивают превосходное поглощение вибраций и высококачественный рисунок поверхности шлифования. Есть СОЖ (система подачи охлаждающе-смазочной жидкости). Ручная продольная и поперечная регулировка осуществляется с помощью отдельных подпружиненных маховиков.
Станок M130х1000 может быть изготовлен с различными вариантами комплектования и уровнем автоматизации (разные размеры стола; расширенные операционные функции, реализованные с помощью технологий ЧПУ от Siemens; электромагнитный зажимной патрон для фиксации заготовок (намагничивание/размагничивание переключается на панели управления)). Есть центральная смазка всех направляющих (автоматическая с функцией времени) – опция. Измерительные системы по вертикальной оси от Heidenhain (Германия) для точного позиционирования – опция. Управление с помощью сенсорного экрана – опция.
| Модель | M130х1000 |
| Общая мощность (кВт) | 9 |
| Мощность главного двигателя (кВт) | 5,5 |
| Размер рабочего стола (мм) | 1000 х 300 |
| Вертикальное перемещение (мм) | 400 |
| Точность перемещения (мм) | 0,0015 / 1000 |
| Размер шлифовального круга (мм) | 350 х 127 х 40 |
| Скорость вращения двигателя шлифовальной головки (об/мин) | 1440 |
| Подача шлифовальной головки (мм) | 0,01 - 1,0 |
| Максимальное поперечное перемещение (мм) | 350 |
| Максимальное продольное перемещение (мм) | 1100 |
| Максимальное расстояние от оси шпинделя до стола (мм) | 570 |
| Габаритные размеры (мм) | 2800 х 1750 х 2350 |
| Вес (кг) | 3800 |
Станок для очистки прямоугольных труб XLD-D-FG-04

Электромеханическая машина для эксплуатации в заводских цехах по производству металлоконструкций из труб прямоугольного сечения. Адресована малым предприятиям как основное оборудование, средним – как вспомогательное. Модель очень проста для освоения, неприхотлива в эксплуатации и обслуживании. Имеет прочную сборку. Безопасна для оператора.
Станок выполнен в виде устойчивой тумбы, внутри которой сформирована операционная зона. Для устойчивости, основание крепится к полу с помощью анкерных болтов. В полости зоны действует две пары вращающихся наждачных валов, одна из которых установлена вертикально, вторая – горизонтально. Это обеспечивает всестороннюю чистку прямоугольных труб. Зазор между элементами вращения регулируется от ширины сечения профиля. Это делается маховиками, находящимися снаружи операционной зоны.
Действия оператора после настроек системы управления сводятся к подаче заготовки во входное отверстие, откуда она будет втянута и обработана внутри автоматически. Затем оператор встречает трубу с противоположной стороны, из выходного отверстия. В результате получается профиль с гладкой поверхностью, без каких-либо очагов коррозии, окалин, заусенец и грязи.
Модель оснащена блоком электрического управления с несколькими двигателями. По запросу степень функционала системы управления может быть расширена автоматической подачей заготовок и столом для приёмки очищенных труб.
| Модель | XLD-D-FG-04 |
| Мощность двигателя подачи (кВт) | 0,75 |
| Общая мощность станка (кВт) | 16,75 |
| Скорость направляющего ролика (об/мин) | 0 - 200 |
| Мощность двигателя шлифовальной головки (кВт) | 4 |
| Ширина шлифовального круга (мм) | 80 |
| Электропитание (В/Гц) | 380 / 50 |
| Количество станций для обработки | 1 |
| Количество шлифовальных головок | 4 |
| Максимальная ширина обрабатываемого изделия (мм) | 120 |
| Максимальная высота обрабатываемого изделия (мм) | 120 |
| Рабочая скорость подачи (мм/мин) | 0 - 30000 |
| Максимальный диаметр шлифовального круга (мм) | 300 |
| Скорость вращения шлифовального круга (об/мин) | 2800 |
| Диаметр направляющего ролика (мм) | 85 |
| Диаметр шпинделя (мм) | 32 |
| Габаритные размеры (мм) | 1800 х 1600 х 1400 |
| Вес (кг) | 850 |
Комплекс для лазерной очистки LC

Аппарат лазерной очистки LC – это портативный комплекс с эффективной технологией удаления ржавчины, загрязнения электронного покрытия или обработки других селективных слоёв. Хорошо удаляет коррозию с голого металла, не нарушая его целостности. Избавляет от необходимости утилизировать опасные отходы. Обеспечивает быструю установку и демонтаж для чистки вне агрессивных сред или химикатов.
Позиционируется изготовителем, как высокопроизводительный, быстрый и точный инструмент для лазерной очистки. Компактная система гарантирует чистовую обработку поверхности на профессиональном уровне для деталей среднего размера, требующих деликатного обращения. Несмотря на скромные габариты, модель способна трудиться в промышленных тяжёлых условиях. Четыре колеса обеспечивают аппарату хорошую мобильность на территории предприятия. Например, из токарного цеха его легко перевезти в цех ремонта турбин.
Технология обработки базируется на лазерном излучении, импульс которого удаляет любые загрязнения и очаги коррозии с металлических поверхностей. Для этого излучатель фокусирует наносекундные импульсы потока на поверхности дефекта. При взаимодействии луча с загрязняющими веществами они испаряются и переходят в газообразное состояние. Далее продукты обработки извлекаются системой удаления дыма и фильтрации, чтобы предотвратить выброс в окружающую среду предприятия.
Управляется модель микропроцессором. Система лазерной очистки готова к работе при включении аппарата. Сенсорный экран позволяет выбрать один из предварительно разработанных шаблонов очистки.
| Модель | LC |
| Средняя мощность (Вт) | 0 - 100 |
| Диапазон выходного сигнала (если регулируется) | 0 - 100 |
| Частота импульсов (кГц), диапазон | 20 - 200 |
| Ширина сканирования (мм) | 10 ~ 80 |
| Ожидаемое фокусное расстояние (мм) | 160 |
| Тип охлаждения | Воздушное |
| Напряжение (В) / Частота (Гц) | 220 / 50 - 60 |
Аппарат для лазерной очистки и сварки LCW

Универсальный лазерный аппарат «3в1», для чистки металла с функцией резки и сварки. Применяется для обработки нержавеющей стали, железа, алюминия и других металлических материалов. Прекрасно удаляет ржавчину, окислы, загрязнения электронного покрытия и другие налёты. Способен резать заготовки с высокой точностью без повреждения кромок. Сваривает детали чистым и равномерным швом со скоростью 0-120 мм/с. Сварочный шов не нуждается в последующей обработке. Для перечисленных операция модель оснащена:
- сканатором для очистки поверхностей;
- отдельными соплами для резки и сварки;
- механизмом подачи присадочной проволоки.
Головки с двойным стеклом для защиты фокусной линзы от пыли и загрязнений. Сварочный пистолет способен работать в разных режимах: точечная сварка, непрерывная сварка, герметизирующая сварка внутренних и внешних углов, работа с присадочной проволокой. Водяной охладитель для сварочной головки и лазерного излучателя позволяет станку поддерживать постоянную скорость сварки.
Управляется установка с помощью сенсорного дисплея с возможностью сохранения настроек для повторяющихся операций. На пистолете для сварки есть отдельная панель управления для настройки аппарата.
| Модель | LCW |
| Мощность лазера (Вт) | 1000 / 1500 / 2000 |
| Толщина металла для сварки (мм) | 0,5 – 7 (рекомендуемая не более 3 мм) |
| Напряжение (В) / Частота (Гц) | 3 x 380 / 50 |
| Длина волны лазера (нм) | 1064 |
| Длина волокна (м) | 10 (стандарт) / 15 (максимум) |
| Скорость сварки (мм/с) | 0 ~ 120 |
| Вспомогательный газ | Азот / сухой чистый воздух |
| Диапазон температур рабочей среды (°C) | 15 ~ 35 |
| Рабочее напряжение (В) | 220 |
| Параметры очистки (мм) | Ширина очистки: 0 - 80 |
| Охлаждение | Водяное |
| Высота фокусировки (мм) | 600 |
| Вес (кг) | 340 |
Обзорное оборудование изготавливается в Китае. Каждая модель получает сертификат качества, прежде чем поступить в продажу на территории РФ. По техническим свойствам китайские машины не уступают аналогам из США, Европы, Южной Кореи и Японии. По отзывам российских эксплуатантов – данная техника надёжная и неприхотливая.
Заключение
Ржавчина, и прочие поверхностные дефекты на металле, не позволяют использовать заготовки и детали для производства или эксплуатации. Надлежащее соблюдение технологических процессов возможно только после очистки поверхности материалов. Вручную сделать это не всегда возможно. Поэтому на помощь промышленникам приходит оборудование для наружной очистки. В этой статье мы уделили внимание щёточным и лазерным аппаратам. Оба вида машин довольно интересны, поскольку разделяются архаичной и современной технологиями, являясь при этом очень практичными.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}