Экструзия алюминиевого профиля для оконных и дверных систем. Технология. Оборудование. Перспективы.

Возведение современных высотных зданий невозможно представить без алюминиевых окон. Благодаря своей лёгкости и прочности этот материал стал практически незаменимым в век активного строительства. Поэтому производство алюминиевого профиля для оконных систем, методом экструзии, сегодня повсеместно встречается во многих развитых странах. В том числе и в России. Но несмотря на лидирующие позиции РФ по производству первичного алюминия в мире, в нашей стране очень мало предприятий, перерабатывающих этот лёгкий металл в готовые строительные изделия.
По пальцам можно пересчитать отечественных изготовителей алюминиевого профиля. В то время как сборщики оконных систем и строители в нём остро нуждаются, и вынуждены закупать его зарубежные версии. Например, оптовики завозят его из Казахстана (ранее из Германии, Испании и Финляндии). Это идёт вразрез с курсом Правительства по замещению импорта. Но сегодня местные предприниматели могут исправить ситуацию. Фонд развития промышленности согласен оказать для этого всю необходимую помощь. Далее расскажем о технологии экструзии профиля, сырье, назовём лидеров этого рынка и сделаем небольшой обзор оборудования.

Что такое экструзионный алюминиевый профиль
Экструдированный алюминиевый профиль – это погонажная деталь из алюминиевой массы. Изготавливается в пресс-камере путём принудительного выдавливания разогретой до 400-500 C° заготовки (болванки) через специальное отверстие, называемое матрицей с фильерами. Производство прессованных профилей экструзионным способом является наиболее распространённой технологией промышленного выпуска алюминиевых изделий для оконных и дверных систем, рам солнечных панелей и многих других.
| Виды основных профилей для сборки окон. | |
|
|
Рама верхняя |
|
|
Рама боковая |
|
|
Рама нижняя |
|
|
Импост |
|
|
Створка оконная |
|
|
Створка центральная |
|
|
Штапик под стекло |







Ассортимент производимой продукции у ведущих «игроков» отрасли примерно одинаков и выглядит так:
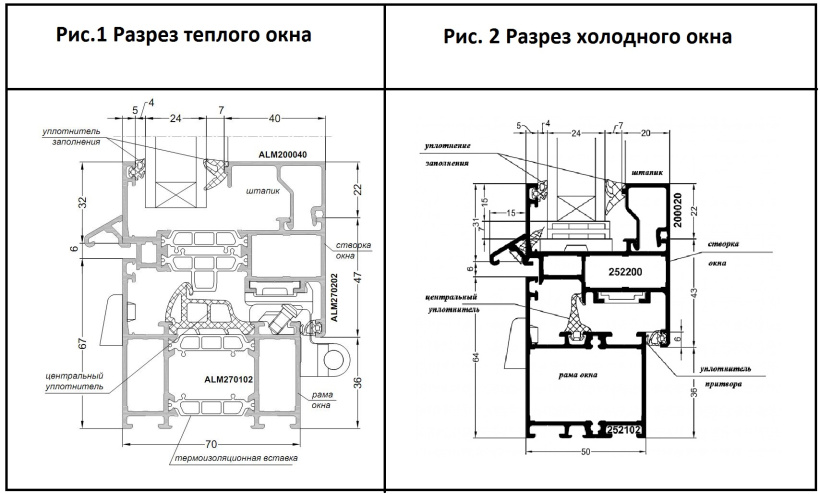
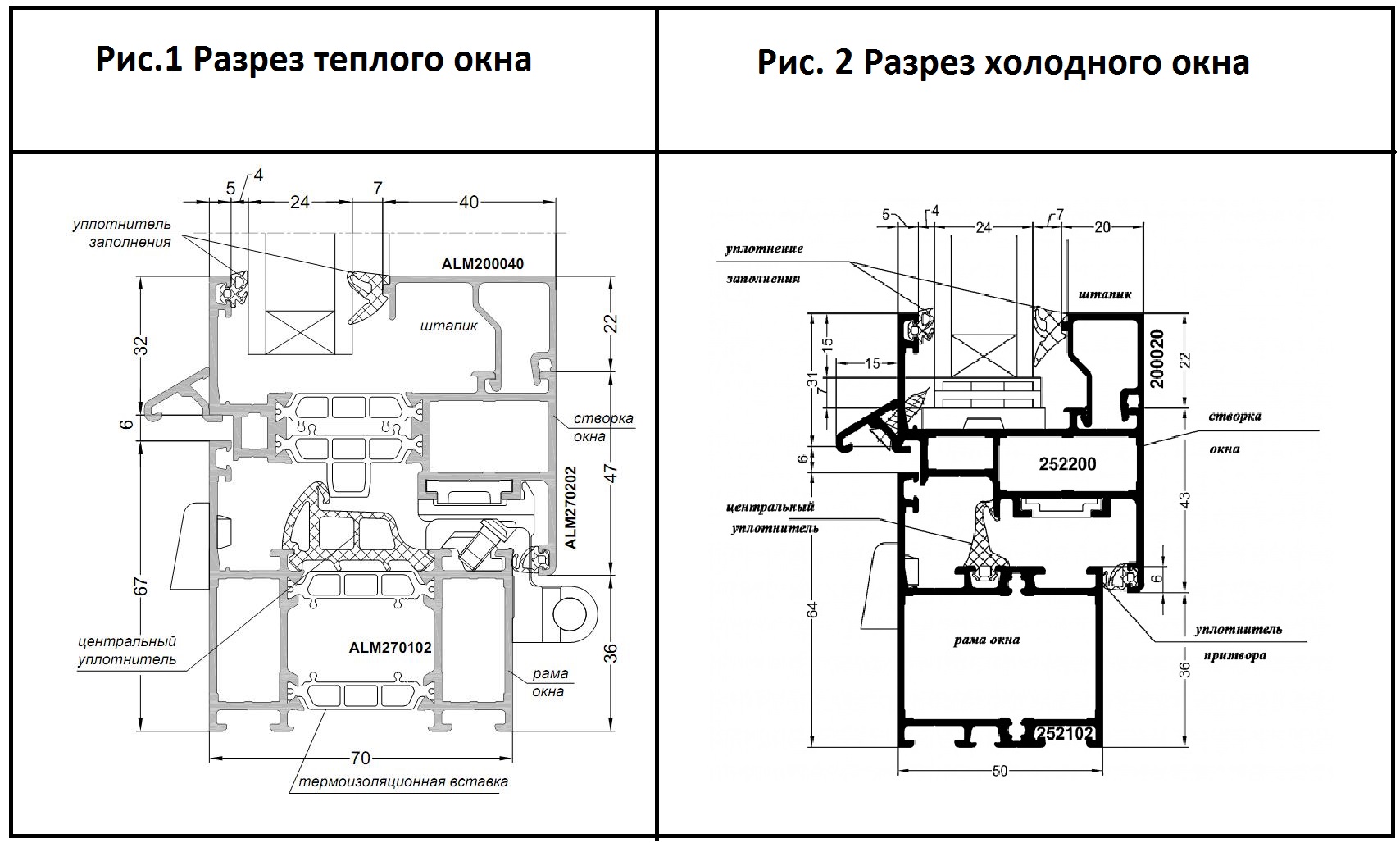
- профили «тёплой» и «холодной» модификации;
- профили для офисных и интерьерных перегородок;
- фасадные системы (стоечно-ригельные, структурные, полуструктурные, навесные вентилируемые, модульные, кровельные).
Профиль «тёплый» применяется для сборки оконных и дверных систем жилых и офисных помещений. У него внутри термоизолирующая вставка из полиамида, которую называют «термомостом» или «терморазрывом». Она снижает теплопотери. А «холодный» тип предназначен для сборки балконного остекления или фасадных конструкций. Он выпускается без пазов для термоизоляционной вставки.
Что такое экструзионная машина
Экструционная машина для производства алюминиевого профиля – это стационарный тип промышленного оборудования, скомпонованного в линию для последовательных операций: от экструзии болванки металла в погонажную деталь, до обработки готовой продукции (выравнивание, резка, закалка, окраска и прочее).
Состоит линия из комплекса оборудования, такого как:
- Стол подачи сырья.
- Печь нагрева болванки.
- Экструзионный пресс (поршень + камера).
- Платформа принудительного охлаждения.
- Правильный механизм с гидроприводом.
- Стол нарезки и сортировки готовой продукции.
- Шкаф электроуправления, кнопочный пост с ЖКД.
Весят такие машины в сборе около 100 т и занимают площадь от 400 м². Имеют высокую степень автоматизацию для достижения максимальной точности формы и размеров профиля. Отличаются прекрасной гибкостью в производстве: на одном экструзионном прессе можно применять сотни матриц из теплостойких инструментальных сталей. Рыночная стоимость от $500 до $900 тыс. (45–85 млн руб).
Преимущества экструдированного алюминиевого профиля
Достоинства экструзионного алюминиевого профиля неоспоримы. Он лёгкий, но при этом обладает высокой прочностью и жёсткостью. Это делает его идеальным выбором для конструкций, где необходима надёжность и стабильность. Устойчивость к коррозии и окислению значительно увеличивает долговечность и позволяет использовать его в различных условиях, включая влажные или солёные среды. Срок эксплуатации более 50 лет.
Экструдированный алюминиевый профиль может быть произведён в широком спектре форм и размеров. Это открывает возможности создавать конструктивные элементы с различными геометрическими формами, включая сложные и уникальные детали. К тому же профили легко обрабатываются, позволяя выполнять с ними различные операции, такие как резка, сверление и фрезерование. Это делает их наиболее удобными в использовании и ускоряет процесс монтажа.
Алюминиевые профили могут быть покрыты различными отделочными материалами, такими как порошковое покрытие, анодирование или покраска, что помогает им легко адаптироваться к дизайну и стилю окружающей среды. Вдобавок алюминий является 100% перерабатываемым материалом, а его производство требует меньше энергии, чем производство других металлов. Это делает его экологически устойчивым и соответствующим требованиям экологической ответственности.
Сферы применения алюминиевого профиля
Алюминиевые оконные и дверные системы сегодня широко используются при строительстве различных типов объектов.
Среди них:
Жилые дома и квартиры: Алюминиевые оконные и дверные системы обеспечивают эстетичный внешний вид и высокую функциональность в жилых зданиях. Они также способствуют энергоэффективности и шумоизоляции.
Коммерческие здания: Алюминиевые системы широко применяются в офисных зданиях, торговых центрах, ресторанах, отелях и других коммерческих объектах. Они позволяют создавать большие остеклённые фасады, которые пропускают максимальное количество света и создают привлекательное визуальное впечатление.
Общественные здания: Алюминиевые системы также используются в общественных зданиях, таких как школы, больницы, аэропорты и супермаркеты. Они обеспечивают долговечность и надёжность конструкций, а также позволяют создавать большие стеклянные поверхности для улучшения естественного освещения.
Промышленные объекты: В промышленном строительстве алюминиевые оконные и дверные системы применяются для создания светопрозрачных фасадов и перегородок на заводах, складских помещениях и других промышленных объектах.
Спортивные сооружения: Алюминиевые системы часто используются в строительстве спортивных сооружений, таких как стадионы и спортивные залы. Они гарантируют лёгкость и прочность конструкции, которая обеспечивает прекрасную защиту от ветров, осадков и прочих ненастий.
Таким образом, алюминиевые оконные и дверные системы находят широкое применение во многих типах строительства, благодаря своей прочности, долговечности и эстетическим возможностям.
Кроме строительства, экструдированный профиль из алюминия снискал популярность в других сферах.
Поэтому вы можете встреть:
- Профили для транспорта: используются в автомобилестроении, вагоностроении, авиастроении и судостроении для создания деталей экстерьера и интерьера, рам и основных компонентов транспортных средств.
- Профили для электроники: используются для создания рамок и корпусов для различных электронных устройств, таких как большие промышленные дисплеи и рекламные уличные мониторы.
- Профили для мебели: используются для создания каркасов промышленной и бытовой мебели, столешниц, полок и других элементов.
- Профили для освещения: применяются в производстве светодиодных уличных источников света, специальных осветительных решений и комплексов освещения зданий.
- Профили для солнечной энергетики: используются для создания конструкций солнечных панелей и систем солнечных батарей.
- Профили для декоративных и архитектурных приложений: используются для создания декоративных элементов и архитектурных деталей зданий.
- Профили для упаковки: используются для создания алюминиевых транспортерных лент и столов, и других упаковочных решений в современном промышленном оборудовании.
- Профили для спортивного оборудования: используются для создания рамок велосипедов, лыж, горных лыж и других спортивных товаров.

Поскольку в этой статье делается акцент на профиле для оконных и дверных систем, то продолжим рассматривать именно этот вид продукции.
Основные марки производителей профилей
Алюминиевые профили для производства окон и дверей активно предлагаются на рынке различными изготовителями. С виду продукция очень схожа между собой, но каждый ответственный производитель старается предложить улучшенный вариант профиля. Для этого он меняет геометрию, внедряет дополнительные усиления, реализует другие положительные инженерные решения. Но в целом это весьма стандартизированная и унифицированная продукция по ГОСТ 22233-2018Т. А если потребуется какая-либо функционально-обоснованная выемка, кромка, отбортовка и прочая крайность, которая действительно улучшит свойства изделия, то воспроизвести её не составит труда.
Если новая конструкция профиля получилась удачной, то большинство других изготовителей, из числа конкурентов, стараются скопировать успешные решения. Поэтому на рынке они так схожи между собой. Различить их можно по маркировке. Изготовители ставят на профиле название своего бренда. Вот список самых популярных производителей алюминиевого профиля, которые встречаются на российском рынке:
- SAPA (Швеция);
- VEKA (Германия);
- REHAU (Германия);
- ALUPROF (Польша);
- WICONA (Германия).
- SCHUCO (Германия);
- GUTMANN (Германия);
- PROVEDAL (Испания);
- АГРИСОВГАЗ (Россия);
- ТАТПРОФ (Россия);
- KRAUSS (Россия);
- СИАЛ (Россия);
- HOFFMANN ALUMINIUM (Казахстан);
- NORDIC ALUMINIUM (Финляндия).
Кстати, практически все правительственные и ведомственные здания Москвы и Санкт-Петербурга остеклены профилями Nordic Aluminium. Это один из первых иностранных игроков на российском рынке, завоевавший себе хорошую репутацию. Встречаются также американский Kawneer и бельгийский Reynaers, которых относят к числу элитных.
Из-за санкций иностранные компании прекратили работу с российскими подразделениями и дилерами. Отечественных производителей совсем немного. Они не покрывают все потребности страны, учитывая снижение импорта. Поэтому рынку требуются новые производственные организации, чтобы снизить дефицит продукции и удовлетворить запросы строительной индустрии. Можно сказать, что это одна из стратегических задач России.
Перспективы организации производства в регионе
По итогам 2022 года рынок алюминиевых окон вырос на 21 %. Такие данные опубликовала на своём сайте Алюминиевая ассоциация. По словам её эксперта Александра Волокитина «современное алюминиевое окно не уступает по теплотехническим характеристикам конструкциям из ПВХ, дерева и других материалов». Главный потребительский потенциал у южных регионов, таких как: Ростовская область, Краснодарский и Ставропольский края, республики Северного Кавказа.
Единственная проблема – недостаточное количество производств алюминиевых профилей. Но, по оценкам экспертов, уже через 2–3 года в стране появятся фабрики по выпуску таких конструкций, а также предприятия по автоматической сборке окон. Фонд развития промышленности согласен оказать для этого всю необходимую поддержку. Поэтому перспективы организации производства алюминиевого профиля для оконных и дверных систем очень хорошие. Особенно в южных регионах страны. Непосредственная близость к потребителям снизит транспортные расходы.
Сырьё для производства
В качестве сырья для производства профиля методом экструзии используется алюминиевый сплав марки 6060/6063 в цилиндрических слитках (в виде столбов), длиной 6 метров разного диаметра: от 127 до 240 мм. В основном их производят металлургические комбинаты Урала, Сибири и Сервера. В центральной России слитки лишь продают оптовые металлобазы. Наибольшее их количество располагается в Москве и Санкт-Петербурге. Но! в Ростовской области работает Белокалитвинский Литейный Завод, который предлагает высококачественные цилиндрические слитки Ø127/145/178 мм длиной 6000 мм для экструзии алюминиевого профиля. Это особенно интересно для организации производства в южных регионах, о потенциале которых было сказано чуть выше. Близкое расположение источника сырья существенно сократит транспортные расходы на его доставку, и сделает выпускаемую продукцию более доступной по цене.

Исходя из чего выбирается оборудование на этапе планирования производства
Экструзия алюминия – это не просто высокотехнологичное, но ещё и наукоемкое производство, требующее высокой квалификации кадров, опыта работы, вышколенности персонала. Работать сотрудникам предстоит с автоматизированным высокоточным и дорогим оборудованием.
Оно в свою очередь выбирается на этапе планирования по нескольким критериям:
- Технические требования. Необходимо определить, какие технические характеристики и возможности должна иметь машина экструзии, чтобы соответствовать требованиям производства. Например, сможет ли она поддерживать высокий темп скорости для изготовления большой партии профиля в короткий срок для госзаказа. Или на какой диаметр заготовок рассчитана пресс-камера экструдера*; есть ли поблизости сырьё такого размера.
- Бюджет. Стоимость оборудования играет важную роль при выборе. Необходимо решить, сколько денежных средств может выделить компания на покупку станка. Для этого необходимо провести исследование рынка, который предлагает различные модели машин с разными вариантами мощности, автоматизации и габаритов, которые определяют отпускную цену.
- Производственная площадь. Потребуется подыскать доступное просторное помещение для размещения в нём комплекса оборудования, а также складов для сырья и готовой продукции. Подъездные пути не должны быть не ограничены запрещающими знаками проезда грузовиков с полуприцепами.
- Производственный объём. Необходимо рассчитать, какой объём продукции будет производиться в смену, месяц и год, чтобы обеспечить регион алюминиевым профилем в условиях сезонных и межсезонных потребностей. На основе этого можно выбрать оборудование с той производительностью, которая покроет запланированный объём.
- Качество и надёжность. Перед покупкой машины следует учитывать качество и надёжность её узлов и компонентов. Нет смысла покупать дешёвую модель, которая будет часто ломаться и требовать серьёзных вложений в ремонт. Лучше сразу выбрать надёжную линию, которая прослужит не менее 10 лет без серьёзных проблем.
Выбор оборудования на этапе планирования начала производства основывается на требованиях производства, уровне бюджета, доступной площади, производственном объёме, качестве и надёжности оборудования.
*Экструзионные прессы различаются диаметрами своих камер и усилиями на пресс-штемпеле: диаметры – от 100 до 700 мм, усилия – от 1000 до 12000 тонн. Диаметр камеры обычно на несколько миллиметров больше диаметра заготовки, например, 155 и 152 мм.
Технология производства экструдированного алюминиевого профиля
Экструзия – это процесс изготовления деталей путём принудительного выдавливания раскалённой массы через матрицу с фильерами при помощи пресса. Поскольку алюминий мягкий и пластичный металл, то эта технология (прямого или обратного прессования) прекрасно подходит для его обработки.
Вот основные этапы процесса экструзии алюминиевого профиля:
- Подготовка материала. Алюминиевый 6-метровый столб загружают автоматическим погрузчиком в камеру, где нагревают до 400-500C°. Затем разогретый метал режет пила на болванки, длинной 500–700 мм.
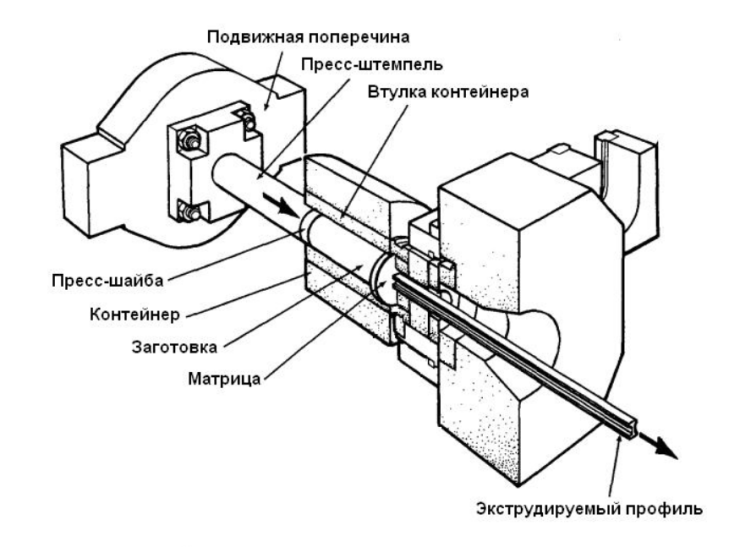
- Загрузка материала. Первая раскалённая метровая заготовка загружается в подогреваемый контейнер пресс-машины с помощью гидравлических захватов.
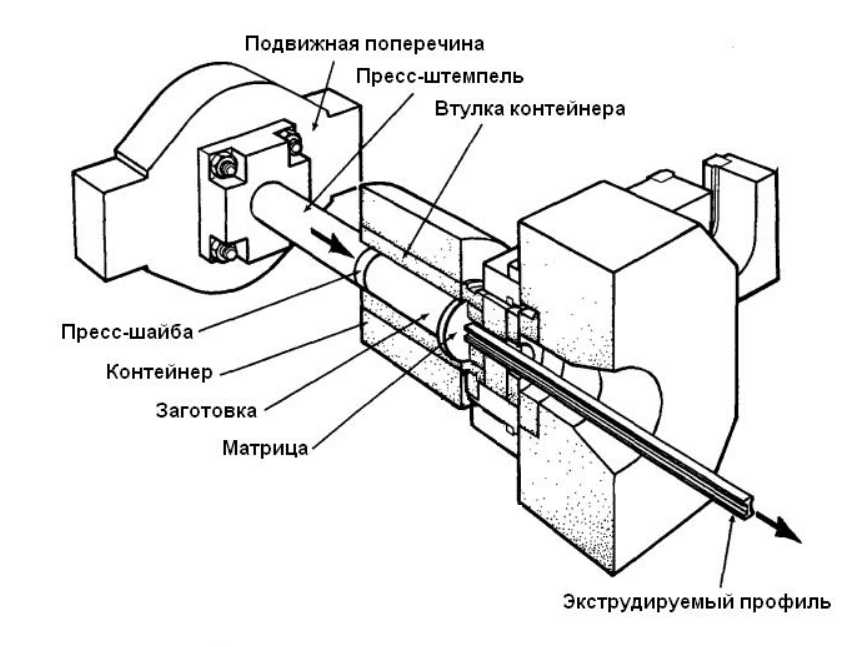
- Экструзия. В торец горячей заготовки давит гидравлический поршень (пресс-штемпель), проталкивая алюминиевую болванку через фильеру. Процесс работы поршня продолжается, пока в камере пресса не останется 10% металла (называется пресс-остаток). Его вынимают для отправки на переплавку. Далее в камеру поступает следующая разогретая болванка и прессование возобновляется.
- Выход. Под давлением материал выдавливается через штамп, принимая форму алюминиевого профиля. Он движется по роликам приёмного стола, чтобы максимально сохранить прямую ровную форму. Его длина может достигать 40 м. А поскольку алюминиевые профили имеют тенденцию к короблению, такому как: общий прогиб, скручивание по всей длине или искажение поперечного сечения, то их правят растяжением на растяжной машине в линии пресса, ещё до резки на мерные длины и термической обработки в печи старения.
- Охлаждение, закаливание и упрочнение. После выдавливания профиль проходит через систему охлаждения, которая состоит из комплекса вентиляторов над выходным и приёмным столами. Алюминию вполне достаточно ускоренных потоков чтобы затвердеть, сохранить форму и закалиться (например, тонкостенным оконным профилям из сплавов АД31 или 6060 и 6063). Для повышения прочности изделия выдерживают 1-3 месяца на складе при комнатной температуре. Стадия называется естественным старением. Благодаря ей металл приобретает хорошую прочность. В отсутствии свободных 1-3 месяцев применяется метод искусственного старения, который занимает несколько часов в камере при температуре 170°–200°С.
- Дополнительная обработка и отделка. Эту часть процесса можно рассматривать отдельно, так как она зависит от конкретного вида профиля и его назначения. Дополнительная обработка может включать в себя: окрашивание, анодирование, нарезку резьбы, обработку краёв, сборку «тёплого»* профиля и другие операции.
- Испытания и контроль качества. Произведённые профили проходят проверку на соответствие стандартам качества. Тесты могут включать: измерение геометрических параметров, испытания на прочность, проверку поверхности и другие исследования.
- Упаковка и отгрузка. Профили оборачиваются полиэтиленом, складывают в блок-пакеты и отправляются на склад, где готовятся к отправке заказчику. Кроме защитной плёнки могут использоваться картонные уголки для предотвращения повреждений во время транспортировки.
Это основные этапы общего процесса прямого прессования алюминиевых профилей. Но специфика деталей может отличаться от конкретных особенностей линии или технологии. Например, метод «прямого прессования» заключается в продавливании болванки поршнем, а метод «обратного прессования» – в продавливании матрицы с фильерами по разогретой неподвижной заготовке пуансоном.
*Каждую часть «тёплого» профиля (2 алюминиевые и термовставку) изготавливают отдельно, а затем объединяют, получая многокамерную конструкцию.
Оборудование
Для наглядности предлагаем небольшой обзор оборудования для экструзии алюминиевого профиля.
Линия для экструдирования алюминиевого профиля XJ-1450

Линия XJ-1450 представляет собой комплекс высокоэффективного оборудования, специально разработанного для производства алюминиевых профилей различной формы и размеров методом экструзии. Может быть ориентирована на различные отрасли, такие как строительство, автомобилестроение и промышленное производство.
Модель обладает высоким уровнем автоматизации, благодаря чему способна обрабатывать большие объёмы алюминиевого сырья. Это в свою очередь обеспечивает эффективную производительность организации в целом. Сменные матрицы позволяют создавать профили разных форм и размеров, включая овальные, круглые, квадратные и прямоугольные.
В состав линии входят:
- Экструзионная машина.
- Печь для нагрева пресс форм.
- Тяговая машина (с экструдером).
- Нагревательная печь с ножницами.
- Охлаждающая платформа (32 метра).
- Печь искусственного старения.
- Машина для ламинирования.
- Упаковочная машина.
Плавный процесс экструзии линией XJ-1450 способствует получению высококачественных изделий. Система точной формовки позволяет получать профили с высокой точностью геометрических параметров. Вся линия управляется с помощью компьютера, что облегчает настройку и контроль рабочих процессов оборудования.
| Модель | XJ-1450 |
| Скорость экструзии (мм/с) | 0,3 – 15 |
| Общая мощность (кВт) | 75*2 |
| Мощность нагрева экструзионного цилиндра (кВт) | 24 |
| Внутренние размеры экструзионного цилиндра (мм) | Ø158 х 720L |
| Размеров заготовки (круглого слитка) (мм) | Ø152 х 710L |
| Напряжение В | 380/220 |
| Габаритные размеры (мм) | 12000х3500х4000 |
| Вес (кг) | 75000 |
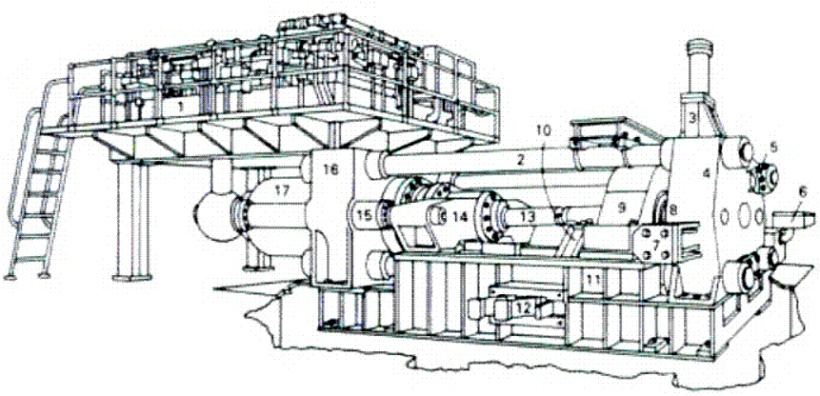
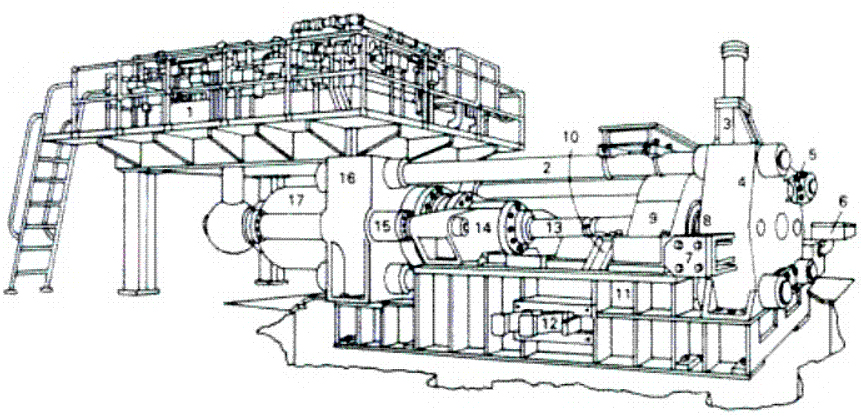
Линия экструдирования алюминиевого профиля 2000Т(2200UST)

Линия 2000Т(2200UST) – крупногабаритное автоматическое оборудование цикличного действия с электрогидравлическим приводом. Предназначена для эксплуатации на крупных и средних металлообрабатывающих предприятиях с целью формовки алюминиевого профиля различной геометрии и сечения методом экструзии.
Состоит из нескольких видов оборудования:
- Экструдер.
- Летучая пила.
- Пресс-штемпель с подвижной поперечиной.
- Печь предварительного нагрева круглых слитков.
- Приёмный и сортировочный столы.
- Печь вакуумного азотирования.
- Печь для старения.
- 9-рамочная печь.
- Горячие ножницы.
Подача болванок осуществляется гидравлическим приводом. Централизованная система смазки обслуживает трущиеся детали, существенно продлевая срок эксплуатации подвижных элементов конструкции.
Управляется системой автоматики на базе программируемого логического контроллера. Цветной ЖК-монитор позволяет отслеживать процессы работы. Операционная система с интерфейсом «человек-машина» интуитивно понятная для управления.
| Модель | 2000Т(2200UST) |
| Размер заготовки (мм) | Ø178 х 900L |
| Время экструзии (мм/с) | 18 |
| Мощность экструзии (т / кгс/м²) | 1583 / 210 |
| Напряжение питания (В / Частота) | 380 (220) / 50 |
| Длина заготовки для предварительного нагрева (мм) | 6000 |
| Валовая мощность линии (кВт) | 340 |
| Общий вес (кг) | Более 130000 |
Линия для экструзии алюминиевого профиля 700Т

Линия 700Т – комплекс оборудования экструзионной обработки алюминия, а также меди, лития, цинка, магния, свинца и других металлов (и их сплавов), для изготовления профилей строительной, машиностроительной, судостроительной и авиастроительной отраслей.
В состав линии входят:
- Экструдер;
- Насосная станция;
- Печь нагрева с ножницами;
- Платформа охлаждения профиля;
- Правильный механизм с гидроприводом;
- Столы для подачи, охлаждения и хранения;
- Тяговая машина с погрузочно-разгрузочным столом.
- Кнопочный пост управления с ЖКД.
Центральный пульт предназначен для управления линией и отображения всех параметров автоматизации в целом. Он состоит из промышленного компьютера и SCADA-систем.
| Модель | 700Т |
| Диаметр заготовки, (мм) | 100 |
| Длина заготовки (мм) | 550 |
| Габаритные размеры (мм) | 66000 х 9000 х 8000 |
| Общий вес (кг) | Более 100000 |
Заключение
Производство алюминиевого профиля методом экструзии слабо развито в РФ. Поэтому после ухода иностранных брендов рынок ощутил дефицит этой продукции. В свою очередь государство, в лице Фонда развития промышленности, согласно предоставить займы компаниям на льготных условиях в целях развития импортозамещающих производств и перехода на наилучшие доступные технологии. Поэтому перспективы организации цеха или фабрики по выпуску экструдированного алюминиевого профиля для оконных систем вполне многообещающие, учитывая рост рынка алюминиевых окон и положительную динамику строительной отрасли в стране.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}